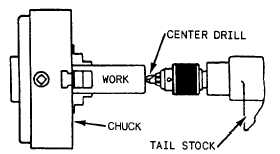
Figure 9-21.—Drilling a center hole.9-20 show the correct overhang for the tool bit and theholder.The point of the tool must be correctly positionedon the work Place the cutting edge. slightly above thecenter for straight turning of steel and cast iron andexactly on the center for all other work To set the toolat the height desired, raise or lower the point of the toolby moving the wedge in or out of the tool post ring. Byplacing the point opposite the tailstock center point, youcan adjust the setting accurately.HOLDING THE WORKYou cannot perform accurate work if the workpieceis improperly mounted. The requirements for propermounting are as follows:1.2.3.4.The work center line must be accuratelycentered along the axis of the lathe spindle.The work must be held rigidly while beingturned.The work must NOT be sprung out of shape bythe holding device.The work must be adequately supported againstany sagging caused by its own weight andagainst springing caused by the action of thecutting tool.There are four general methods of holding work inthe lathe: (1) between centers, (2) on a mandrel, (3) in achuck, and (4) on a faceplate. Work may also be clampedto the carriage for boring and milling, in which case theboring bar or milling cutter is held and driven by theheadstock spindle.Other methods of holding work to suit specialconditions are (1) one end on the live center or in a chuckand the other end supported in a center rest, and (2) oneend in a chuck and the other end on the dead center.Holding Work Between CentersTo machine a workpiece between centers, drillcenter holes in each end to receive the lathe centers.Secure a lathe dog to the workpiece. Then mountthe work between the live and dead centers of thelathe.CENTERING THE WORK.—To center roundstock where the ends are to be turned and must beconcentric with the unturned body, mount the work onthe head spindle in a universal chuck or a draw-in colletchuck If the work is long and too large to pass throughthe spindle, use a center rest to support one end. Mounta center drill in a drill chuck in the tailstock spindle andfeed it to the work by turning the tailstock handwheel(fig. 9-21).For center drilling a workpiece, the combineddrill and countersink is the most practical tool.These combined drills and countersinks vary insize and the drill points also vary. Sometimes a drillpoint on one end will be 1/8 inch in diameter, andthe drill point on the opposite end will be 3/16 inchin diameter. The angle of the center drill mustalways be 60° so that the countersunk hole will fitthe angle of the lathe center point.If a center drill is not available, center the workwith a small twist drill. Let the drill enter the worka sufficient distance on each end; then follow witha 60° countersink.In center drilling, use a drop or two of oil on thedrill. Feed the drill slowly and carefully to preventbreaking the tip. Take extreme care when the work isheavy, because you will be less able to “feel” theproper feed of the work on the center drill.If the center drill breaks during countersinking andpart of the broken drill remains in the work, you mustremove this part. Sometimes you can drive the brokenpiece out by a chisel or by jarring it loose, but it maystick so hard that you cannot remove it this way. Thenyou must anneal the broken part of the drill and drill itout.We cannot overemphasize the importance ofproper center holes in the work and a correct angleon the point of the lathe centers. To do an accuratejob between centers on the lathe, you must ensurethat the center-drilled holes are the proper size anddepth and that the points of the lathe centers aretrue and accurate.9-13
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business