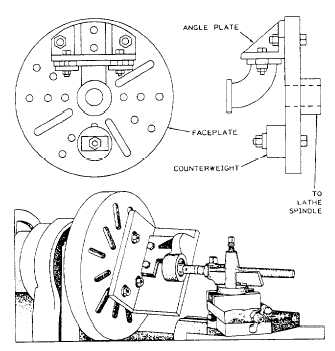
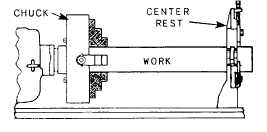
Figure 9-24.—Work clamped to an angle plate.angle, as shown in figure 9-24. Note the counterweightadded for balance.For work to be mounted accurately on a faceplate,the surface of the work in contact with the faceplate mustbe accurately faced. It is good practice to place a pieceof paper between the work and the faceplate to preventslipping.Before you clamp the work securely, move it abouton the surface of the faceplate until the point to bemachined is centered accurately with the axis of thelathe. Suppose you wish to bore a hole, the center ofwhich has been laid out and marked with a prick punch.First, clamp the work to the approximate position on thefaceplate. Slide the tailstock up until the dead center justtouches the work. (NOTE: The dead center should havea sharp, true point.) Now revolve the work slowly; ifthe work is off center, the point will scribe a circle onthe work. If the work is on center, the point of the deadcenter will coincide with the prick punch mark.Using the Center Rest and Follower RestPlace the center rest on the ways where it will givethe greatest support to the workpiece. This is usually atabout the middle of its length.Figure 9-25.—Work mounted in a chuck and center rest.Ensure that the jaws of the center rest are adjustedto support the work while allowing it to turn freely.Figure 9-25 shows how a chuck and center rest are usedfor machining the end of a workpiece.The follower rest differs from the center rest in thatit moves with the carriage and provides support againstthe forces of the cut only. Set the tool to the diameterselected, and turn a “spot” about 5/8 to 3/4 inch wide.Then adjust the follower rest jaws to the finisheddiameter to follow the tool along the entire length to beturned.Use a thick oil on the center rest and follower restto prevent “seizing” and scoring of the workpiece.Check the jaws frequently to see that they do not becomehot. The jaws may expand slightly if they get hot,pushing the work out of alignment (when using thefollower rest) or binding (when using the center rest).Holding Work in a Draw-In Collet ChuckThe draw-in collet chuck is used for very fine,accurate work of small diameter. Long work can bepassed through the hollow drawbar. Short work can beplaced directly into the collet from the front. The colletis tightened on the work by rotating the drawbar to theright; this draws the collet into the tapered closingsleeve. The opposite operation releases the collet.Accurate results are obtained when the diameter ofthe work is exactly the same size as the dimensionstamped on the collet. In some cases, the diameter mayvary as much as 0.002 inch; that is, the work may be0.001 inch smaller or larger than the collet size. If thework diameter varies more than this, it will impair theaccuracy and efficiency of the collet. That is why aseparate collet should be used for each small variationor work diameter, especially if precision is desired.9-16
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business