
Filing and Tinning Copper Bits
New copper bits must be tinned (coated with solder)
before they are used. Also, bits must be filed and
retinned whenever they have been overheated or have
lost their coating of solder. The procedure for filing and
tinning a bit is as follows:
1. Heat the bit to a cherry red.
2. Clamp the bit in a vise, as shown in figure 9-24.
3. File the bit with a single-cut bastard file. Rear
down on the forward stroke, and release pressure on the
return stroke. Do not rock the file. Continue filing the
tapered sides of the bit until they are bright and smooth.
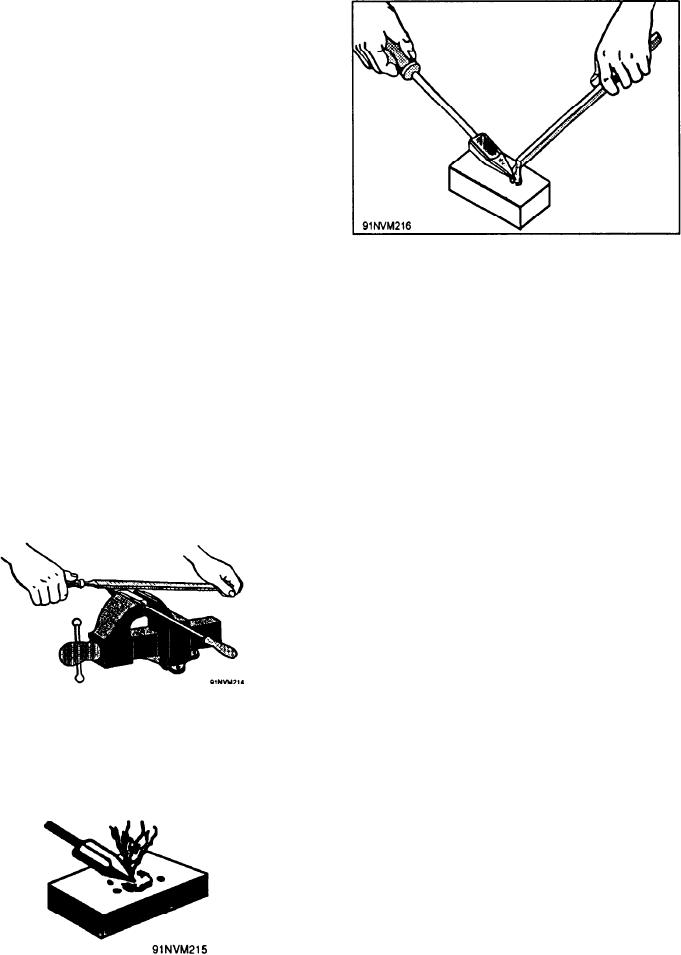
Figure 9-26.--Tinning a copper (solder placed directly on
CAUTION: Remember that the bit is hot! Do not
copper).
touch it with your bare hands.
4. Smooth off the point of the bit and smooth off
any sharp edges.
7. Apply solder to the bit until it is tinned. The
solder may be rubbed directly on the bit or it may be
5. Reheat the bit so that it will be hot enough to
placed on the cake of sal ammoniac.
melt the solder.
If sal ammoniac is not available, use rosin. Dip the
6. Rub each filed side of the bit back and forth
filed bit into a container of rosin, then apply the solder
across a cake of sal ammoniac, as shown in figure 9-25.
as shown in figure 9-26.
Commercially prepared soldering salts may also be
used to tin soldering bits. These salts are available in
powder form. Dissolve the powder in water to make a
solution, following the directions that accompany the
material. Dip the soldering bit into the solution, and then
apply the solder.
Cleaning Soldering Bits
Soldering bits should be cleaned just before they are
used. Sal ammoniac is usually used for this purpose.
Rub the copper on a cake of sal ammoniac or dip it into
a container of powdered sal ammoniac. Wipe it clean
with a cloth to remove all grams of sal ammoniac.
Figure 9-24.--Filing a soldering copper.
Another way to clean soldering bits is to dip the bit in
a solution made by dissolving a small amount of sal
ammoniac in water.
SOLDERS
Occasionally, antimony, silver, arsenic, or bismuth are
added to give special properties to the solders. Solders
used for joining aluminum are usually alloys of tin and
zinc or of tin and cadmium. As mentioned before, soft
Figure 9-25.--Tinning a copper (solder placed on a cake of
sal ammoniac).
solders have melting points below 800F and below the
9-25

