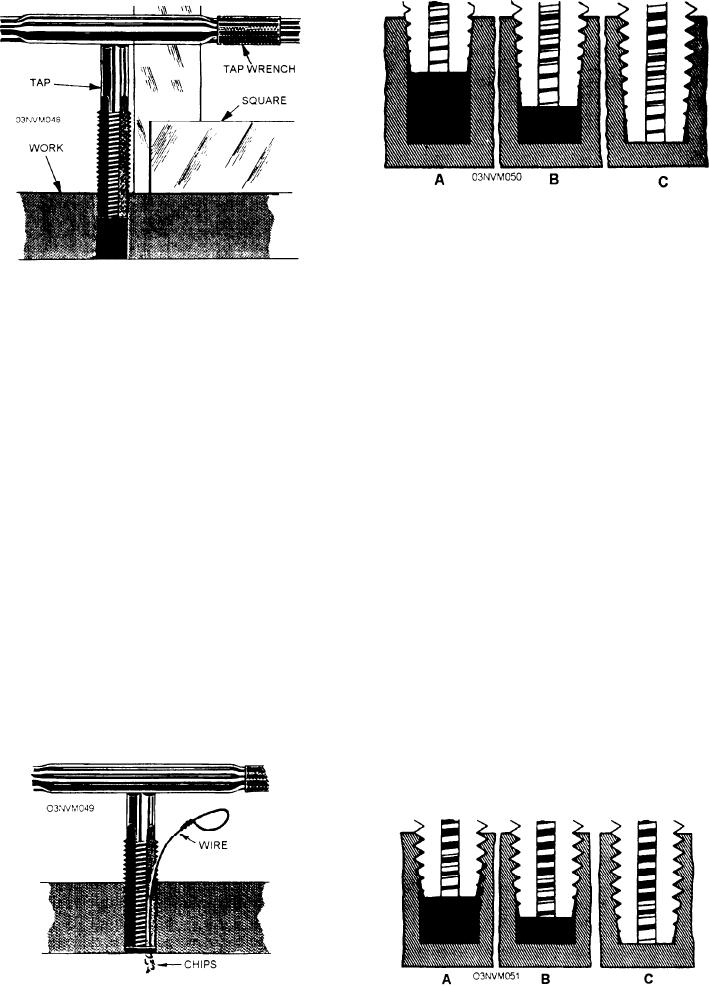
Figure 5-50.--Tapping a blind hole with a taper tap.
immediately. Back the tap up a quarter turn to break
Figure 5-48.--Using a square to ascertain a tap is square with
the chips, clean them out of the flutes with a wire (as
the work.
shown in fig. 5-49), add some more lubricant, and
continue tapping. When the tap has cut threads
through the hole, the tap will turn with no resistance.
Cutting Machine Threads With Taps
To tap a blind hole, start with the taper tap. For a
blind hole you will need all three types--the taper,
Mineral lard oil, applied with a small brush, is
plug, and bottoming taps. Be sure they are the size and
highly recommended as a lubricant when tapping in
thread series you need, and that the tap hole is the size
steel. When using this lubricant, tighten the tap in the
called for by the working drawing and table 5-2.
tap wrench and apply the lubricant to the tap. Start the
tap carefully with its axis on the center line of the hole.
Begin with the taper tap. Handle it as described
The tap must be square with the surface of the work,
earlier. Figure 5-50, view A, shows the taper tap just
as shown in figure 5-48.
starting to cut. In figure 5-50, view B, it has cut a little
farther. In figure 5-50, view C, it has bottomed in the
To continue tapping, turn the tap forward two
hole after having cut several full threads near the top
quarter turns, back it up a quarter turn to break the
of the hole. This completes the work to be done with
chips, and then turn forward again to take up the slack.
the taper tap.
Continue this sequence until the required threads are
cut. After you cut for the first 2 or 3 full turns, you no
In figure 5-51, view A, the plug tap has entered
longer have to exert downward pressure on the
the few full threads cut by the taper tap. In figure 5-51,
wrench. You can tell by the feel that the tap is cutting
view B, it has continued these threads a little farther
as you turn it. Don't permit chips to clog the flutes or
down into the hole. In figure 5-51, view C, it has
they will prevent the tap from turning. When the tap
bottomed in the hole. This is all the work that you can
won't turn and you notice a springy feeling, stop trying
do with the plug tap. It has cut full threads about
halfway down the tap hole before bottoming.
Figure 5-49.--Using a wire to clear chips from the flute of a
tap.
Figure 5-51.--Tapping a blind hole with a plug tap.
5-28