from 5/32 to 3/8 inch. The amperage settings for
precautions before attempting any arc-cutting
these rods should be according to the
operation.
recommendations of the manufacturer, but may vary
from a minimum of 75 amps for the 5/32-inch rod
Air carbon-arc cutting is a method of cutting or
to a maximum of 800 amps with the 3/8-inch rod.
gouging metal by melting it with the heat of an
electric arc and blowing away the molten metal with
The compressed air for this process is supplied
a high-velocity jet of compressed air. The flow of
by the ship's low-pressure air system or by an
compressed air is parallel and external to the carbon
a p p r o p r i a t e air compressor. Most cutting
Because it does not depend upon
electrode.
applications require 80 to 100 psi air pressure,
oxidation of the metal, air carbon-arc cutting is very
although pressures as low as 40 psi can be used for
effective in cutting nonferrous metals.
light work. On heavy work, pressures up to 125 psi
may be necessary. The air supply hoses for this
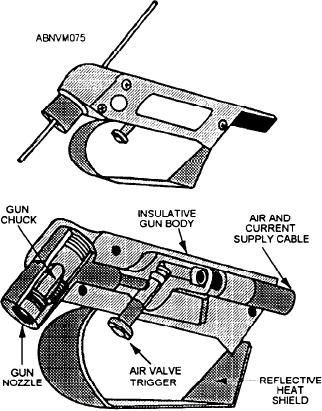
The air carbon-arc gun shown in figure 10-75 is
process should have a minimum inside diameter of
used to clamp a carbon-graphite electrode in such a
one-fourth inch, and there should be no restrictions
position that air emitted from orifices in the gun
of the air flow through the hoses.
nozzle is directed parallel to the electrode. The air
then strikes the molten metal immediately behind
To make a cut, hold the gun with the electrode
the arc. The gun also contains an air control valve
at the desired angle of cut and strike an arc between
and the cable that carries both the current and the
the end of the electrode and the metal to be cut.
air. This cable is connected to a dc welding
The jet of compressed air is then turned on by
machine delivering reverse polarity current, and also
depressing the air valve trigger. After being
to a source of compressed air.
depressed, the trigger may be turned a quarter turn
in either direction for continuous flow of air. The
The carbon electrodes used for this cutting
air jets are directed immediately behind the point of
process are copper coated to increase their life,
arcing, and the electrode is moved forward as the
provide a uniform cut, increase their
molten metal is blown away by the air jets. Speed
current-carrying capacity, and reduce the radiated
of travel is determined by the electrode size, type of
heat. The carbon electrodes, used with the gun
metal being cut, amperage setting, and air pressure
shown in figure 10-75, may vary in diameter size
used. Proper speed of travel produces a good clean
cut and is recognized by a smooth hissing sound.
Air carbon-arc cutting offers certain advantages
over oxyacetylene cutting. The heat penetration is
shallower with this process, and the volume of metal
adjacent to the cut which is subjected to a high rise
in temperature during cutting is also less. As a
result, there is less warpage and distortion of the
metal being cut.
In all cutting operations, be careful that hot slag
does not come in contact with any combustible
material. Globules of hot slag can roll along a deck
for quite a distance. Do not cut within 30 or 40 feet
o f unprotected combustible materials. If
combustible materials cannot be removed, cover
them with sheet metal or another noncombustible
material.
Many of the safety precautions discussed in
chapter 1 of this training manual apply to cutting as
well as to welding. Be sure that you are entirely
familiar with all appropriate safety precautions
before attempting any cutting operation.
Figure 10-75.--Air carbon-arc gun.
10-54