
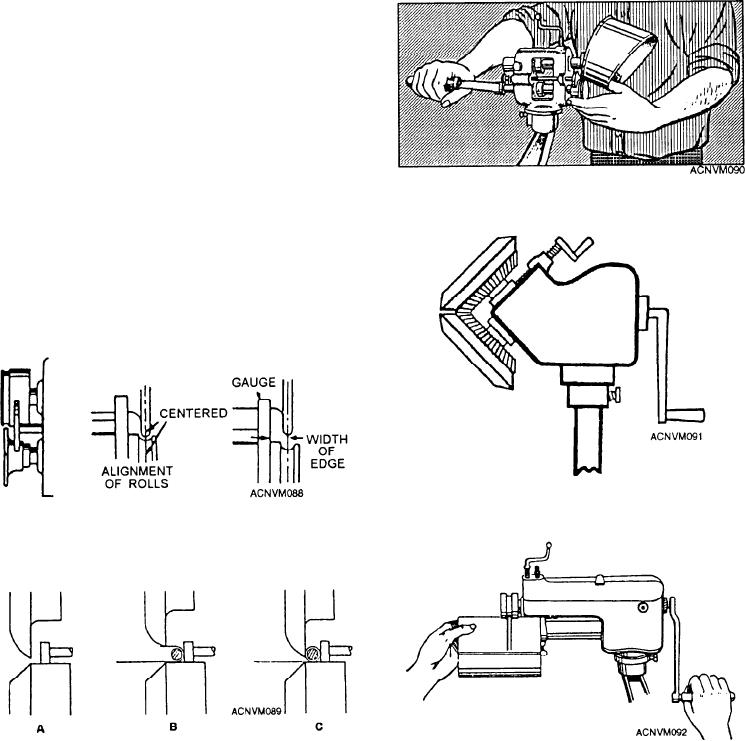
Elbow edging rolls are similar to turning rolls
3. Place the disk in position, as shown in figure
except that the elbow rolls have V-grooves in the lower
12-87, and move the top roll down until it grips the stock
rolls. Figure 12-90 shows a piece of an elbow being
and creases it slightly.
edged. One edge is turned in while the other is turned
4. Crank the handle. Keep the edge of the disk tight
out. The pieces of the elbow are assembled and held
against the gauge. Allow the disk to revolve as you turn
together by interlocking the edges.
the handle.
The setting-down machine, shown in figure 12-91,
is used to close single seams. The beveled jaws grip the
The first revolution should be made slowly so that
seam and mash it down tightly and smoothly.
you can get the burr established accurately. After you
Another specialized machine that you may have in
have made the first revolution, you can crank faster.
your shop is the deep-throated beading machine (fig.
Raise the disk slightly after each revolution.
12-92). Several types of beading rolls may be used with
Turning rolls (fig. 12-88) are used on the
combination rotary machine for forming rounded
flanges that are similar to burred edges except that they
have radii. Several sets of turning rolls are usually
provided. To use the turning rolls, be sure the rolls are
properly aligned and the gauge is properly set. Then
hold the edge of the metal firmly against the gauge
during the first revolution.
Special wiring rolls are used to shape the metal
around a wire. The edge of the metal is first turned on
a brake or on the rotary turning rolls. The wiring rolls
(fig. 12-89) are then used to complete the job. Wiring
Figure 12-90.--Elbow edging rolls for combination rotary
rolls may be used on either straight or curved edges. In
machine.
making a wired edge, be sure to allow enough metal so
that the wire will be completely covered; in general, the
allowance for a wired edge is 1 l/2 times the diameter
of the wire for thin metals, and slightly more than this
for thicker metals.
Figure 12-91.--Setting down machine.
Figure 12-88.--Turning rolls for combination rotary machine.
Figure 12-92.--Deep-throated beading machine.
Figure 12-89.--Wiring rolls for combination rotary machine.
12-38

