
Use only approved abrasive compounds to
surface of the disk. Machining is the only process by
recondition valve seats and disks. Compounds for
which overgrinding can be corrected.
lapping and grinding valve disks and seats are supplied
in various grades. A coarse grade compound is used
Lapping Valves
when extensive corrosion or deep cuts are found on the
disks and seats. A compound of medium grade is used
When a valve seat contains irregularities that are
to follow up the coarse grade; it may also be used to start
slightly larger than can be satisfactorily removed by
the reconditioning process on valves that are not too
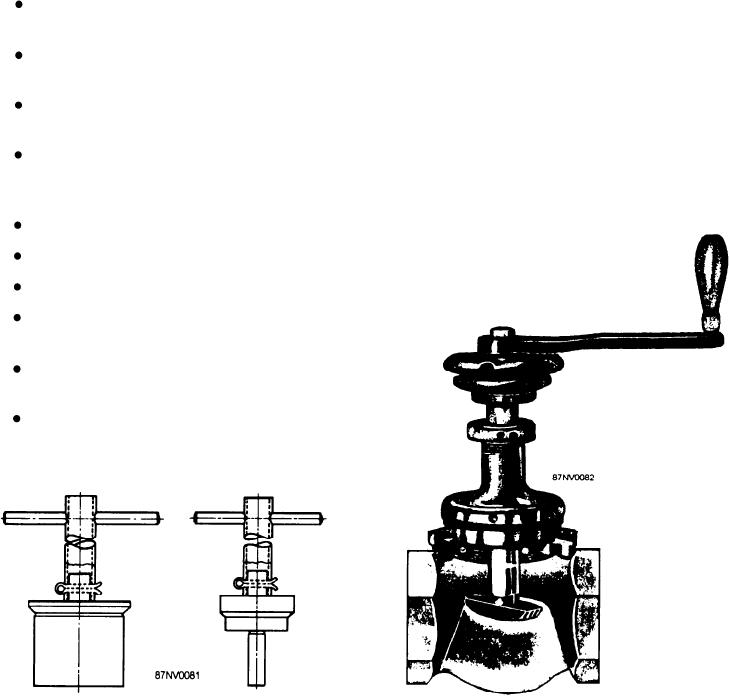
grinding-in, you can remove them by lapping. A
severely damaged. A fine grade compound should be
cast-iron tool of exactly the same size and shape as the
used when the reconditioning process nears completion.
valve disk is used to true the valve seat surface. Two
A microscopic-fine grade should be used for finish
lapping tools are shown in figure 16-42.
lapping and for all grinding-in.
Observe the following operating instructions when
Refacing Valves
you use a lapping tool:
Do not bear down heavily on the handle of the
Badly scored valve seats must be refaced in a lathe,
lapping tool.
with a power grinder, or with a valve reseating machine.
However, the lathe rather than the reseating machine
Do not bear sideways on the handle of the
should be used to reface all valve disks and all
lapping tool.
hard-surfaced valve seats. Work that must be done on a
lathe or with a power grinder should be turned over to
Rotate the lapping tool so that the lap will
machine shop personnel This discussion applies only
gradually and uniformly cover the entire seat.
to refacing seats with a reseating machine.
Keep a check on the working surface of the
To reface a seat with a reseating machine (fig.
lapping tool. If a groove develops, have the tool
16-43), attach the correct 45-degree facing cutter to the
refaced.
Always use clean compound for lapping.
Replace the compound frequently.
Spread the compound evenly and lightly.
Do not lap more than is necessary to produce a
smooth, even seat.
Always use a fine grinding compound to finish
the lapping job.
Upon completion of the lapping job, spot-in and
grind-in the disk to the seat.
Figure 16-42.--Lapping tools.
Figure 16-43.--Valve reseating machine.
16-35

