
Several types of bead and fillet welds are
very-low-pressure tanks use corner joints because
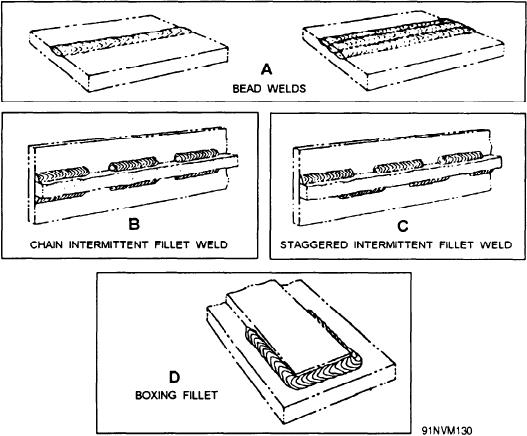
illustrated in figure 7-3. Usually a BEAD WELD
the root of the weld is in tension under load. The
(fig. 7-3, view A) is made by depositing filler metal
tee joint forms the shape of the letter T. Tee joints
in a single direction on an unbroken surface.
are used in many types of metal structures. The tee
However, it is also possible to make a bead without
joint distributes stress more evenly throughout the
adding filler metal. In this case, the heat is applied
structure.
and moved along steadily in one direction so that a
The LAP joint is used to join overlapping
molten puddle is formed in the base metal. Bead
welds are used principally on butt joints and as a
members of a structure. The joint area of a lap
way of building up surfaces. The cross section of a
joint is between the parallel surfaces of the joint
bead weld usually has an oval shape.
members. Lap joints are often used in torch brazing
processes where capillary action draws filler metal
A FILLET WELD is triangular in cross section.
into the space between the hot surfaces. They are
It joins two surfaces that are at approximately right
also used in many resistance welding processes,
angles to each other. Fillets are used to weld lap,
especially in sheet metal structures fabricated with
tee, and corner joints. As shown in views B, C, and
spot welds.
D of figure 7-3, some variations of the fillet weld
are chain intermittent, staggered intermittent, and
TYPES OF WELDS
boxing.
The types of welds most commonly used aboard
A TACK WELD is a short weld deposit made
ship are bead welds, fillet welds, tack welds, groove
to temporarily hold the parts to be joined in proper
welds, plug welds, slot welds, spot welds, and seam
alignment for final welding. The sizes of tack welds
welds. Another term that you will hear quite often
are usually not specified, but they must not exceed
is SEAL WELD. This term does not actually refer
1 inch in length, and they must be as small as can
to any one type of weld; rather, it is any weld that
be made, consistent with the size of the electrode
is used primarily to obtain tightness.
being used. Tack welds must be incorporated into
Figure 7-3.--Bead and fillet welds.
7-6

