
The filler rod is kept ahead of the torch tip in the
direction in which the weld is being made. Point the
flame in the direction of the welding and hold the torch
tip at an angle of about 45 to 60 to the plates. (See fig.
8-26.) This position of the flame preheats the edges you
are welding just ahead of the molten puddle. By moving
the torch tip and filler rod back and forth in opposite,
semicircular paths, you balance the heat to melt the end
of the filler rod and the side walls of the joint into a
uniformly distributed molten puddle. As the flame
passes the filler rod, it melts off a short length of the
filler rod and adds it to the puddle. The motion of the
torch tip distributes the molten metal evenly to both
edges of the joint and to the molten puddle. This method
is used in all positions for welding sheets and light plates
up to one-eighth inch thick because it permits better
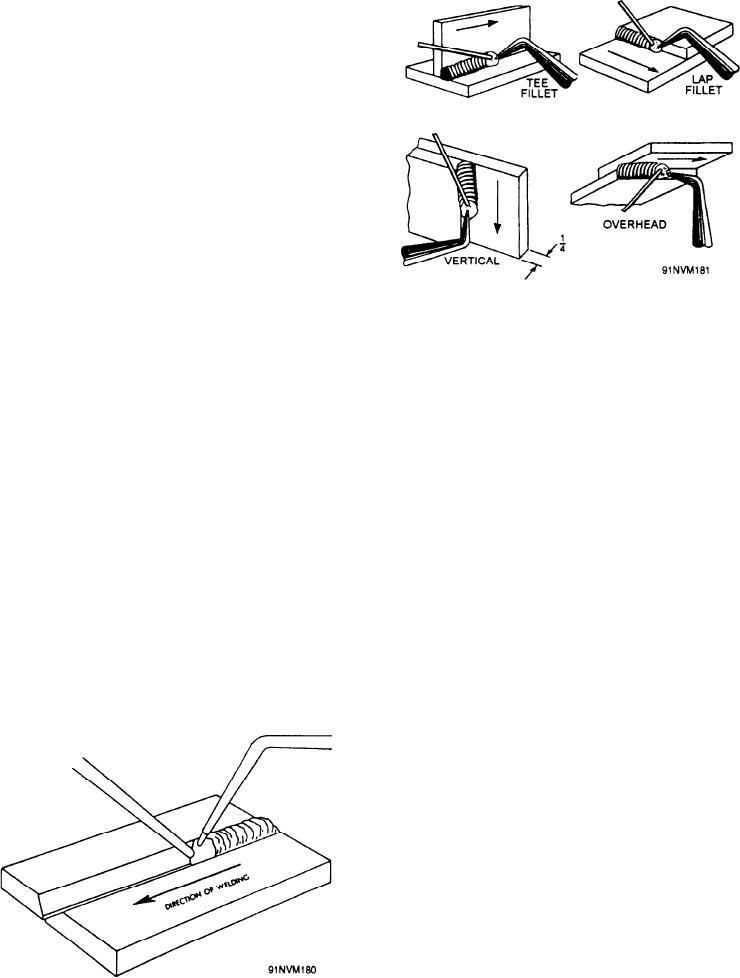
Figure 8-27.--Backhand welding.
control of a small puddle and results in a smoother weld.
The forehand technique is not the best method for weld-
ing heavy plate.
torch tip is moved back and forth across the weld while
BACKHAND WELDING is a newer method of
it is advanced slowly and uniformly in the direction of
welding. In this method, the torch tip precedes the filler
the welding. You'll find the backhand method best for
rod in the direction of welding, and the flame is pointed
welding material more than one-eighth inch thick. You
back at the molten puddle and the completed weld. The
can use a narrower V at the joint than is possible in
end of the filler rod is placed between the torch tip and
forehand welding. An included angle of 60 is a suffi-
the molten puddle, and the welding torch tip should
cient angle of bevel to get a good joint. It doesn't take
make an angle of about 45 to 60 with the plates or joint
as much filler rod or puddling for the backhand method
being welded. (See fig. 8-27.)
as it does for the forehand method.
Less motion is required in the backhand method
By using the backhand technique on heavier mate-
than in the forehand method. If you use a straight filler
rial, you can obtain increased welding speeds, better
rod, it should be rotated so that the end will roll from
control of the larger puddle, and more complete fusion
side to side and melt off evenly. You may also bend the
at the root of the weld. Further, by using a reducing
filler rod and, when welding, move the filler rod and
flame with the backhand technique, a smaller amount of
torch tip back and forth at a rather rapid rate. If you are
base metal is melted while welding the joint. When
making a large weld, you should move the filler rod so
welding steel with a backhand technique and a reducing
as to make complete circles in the molten puddle. The
flame, the absorption of carbon by a thin surface layer
of metal reduces the melting point of the steel. This
speeds up the welding operation.
MULTILAYER WELDING is used in welding
thick plate and pipe to avoid carrying too large a
puddle of molten metal, which is difficult to control.
Concentrate on getting a good weld at the bottom of
the V in the first pass. Then in the next layers,
concentrate on getting good fusion with the sides of
the V and the previous layer. The final layer is easily
controlled to get a smooth surface. This method of
welding has an added advantage in that it refines one
layer as the succeeding layer is made. In effect, it heat
treats the weld metal by allowing one layer to cool to
a black heat before it is reheated. This improves the
ductility of the weld metal. If this added quality is
desired in the last layer, an additional or succeeding
layer is deposited and then machined off.
Figure 8-26.--Forehand welding.
8-22

