
Figure 9-6.--Flow of flux and filler metal.
is carried away from it more slowly. The copper part,
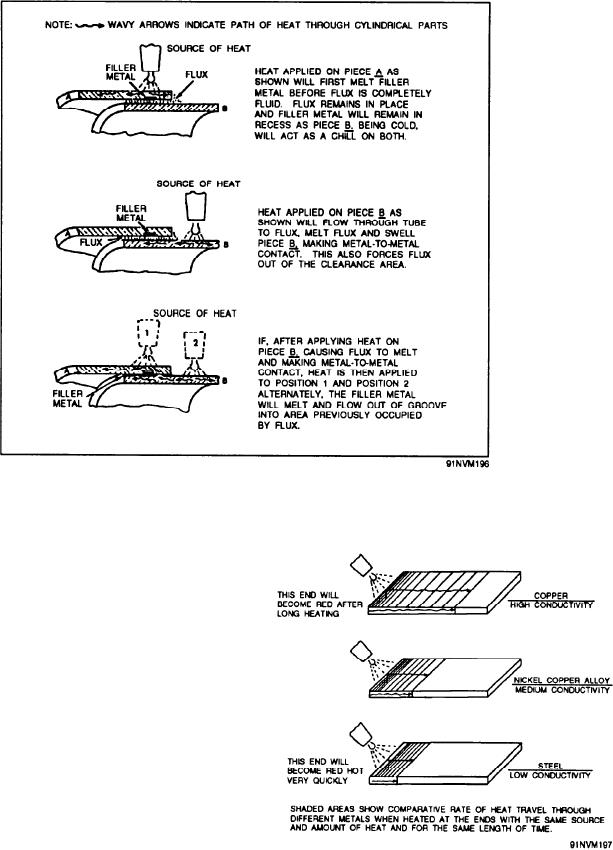
on the other hand, conducts heat away from the brazing
area more rapidly than does the steel part. Therefore,
more heat is required to bring the copper part to the
brazing temperature.
Control of heat is one of the most difficult parts of
silver brazing. To do it properly, you must manipulate
the torch correctly, and you must remember the points
just discussed concerning the flow of heat through
metals. Basically, the problem of heat control in silver
brazing is one of bringing BOTH parts to the correct
temperature at the same time. If one piece is hot enough
but the other is not, the filler metal will flow onto the
hot piece, but it will not bond to the cooler piece.
If you have heavy and thin metal sections that must
Figure 9-7.--Relative rate of heat flow through copper,
be silver brazed, be careful to avoid overheating the thin
nickel-copper alloy, and steel.
part. A good example is the silver brazing of thin copper
tubing to a heavy cast fitting. If the same amount of heat
preheated for best brazing results. Preheating may be
were applied to the tubing as to the casting, the tubing
done with a forge, a furnace, or a welding torch.
would be overheated and probably burned. Therefore,
Joints must be clean and properly fitted for
most of the heat must be directed toward the heavier
satisfactory silver brazing. All parts to be brazed must
part. Frequently, heavy parts and large areas must be
be thoroughly cleaned to remove surface scale, oxide,
9-7

