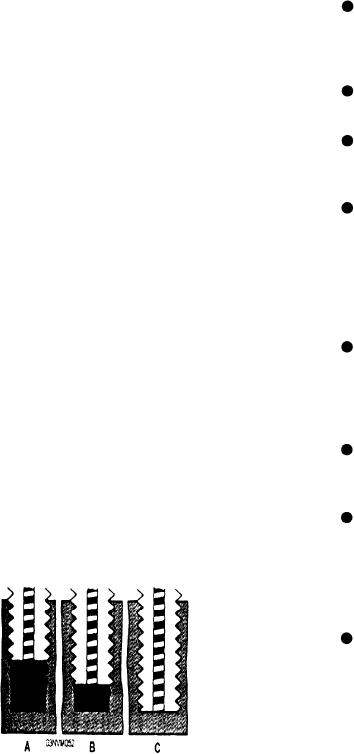
In figure 5-52, the bottoming tap has been substi-
SAFETY PRECAUTIONS
tuted for the plug tap. In figure 5-52, view A, it has been
Before using any machine tool, you must be famil-
run down the full threads cut by the plug tap and is ready
iar with all safety precautions pertaining to its operation.
to cut more full threads. In figure 5-52, view B, it has
Carelessness around any moving machinery is ex-
cut a few more threads, and in figure 5-52, view C, it
tremely dangerous. When moving machinery is
has bottomed in the hole. The blind hole has now been
equipped with sharp cutting tools, the dangers are
completely tapped.
greatly increased. The following list includes some of
Because these threads are being tapped in a blind
the more general safety precautions for machine tools.
hole, you must remove chips differently. To remove
Specific safety precautions should be posted in plain
chips, back the tap completely out of the hole very
sight by every machine.
frequently, invert the stock, if possible, and jar out the
chips or work them out of the hole with a wire while the
Do not lean against any machine that is in
stock is in the inverted position.
motion. Keep clear of all gears, belts, and
Chip removal in tapping blind holes is much more
other moving parts. Never remove the guards
difficult to do and is very important because chips will
from any part of an operating machine.
fal1 ahead of the tap through the flutes and accumulate
Never start a machine unless you are thor-
in the bottom of the blind hole. Until these chips are
oughly familiar with its operation.
removed, none of the three taps can complete its work.
In tapping blind holes, alternate with tapping and chip
Do not attempt to clean, adjust, or repair a
removal until each of the three taps bottom in the blind
machine while it is in motion. NEVER attempt
hole.
When you have finished using the three taps, brush
PROTECT YOUR EYES. Do not hold your
the chips out of their teeth, oil them well with lubricat-
head too close to the cutting tool. Flying bits
ing oil, wipe off the surplus oil, and replace them in the
of metal or scale may get into your eyes.
threading set.
Always wear goggles when there is any dan-
ger of flying particles getting in your eyes--
for example, when using a grinding or drilling
INSTALLED MACHINE TOOLS
machine.
The Navy furnishes modern equipment to help
PROTECT YOUR HEARING. Always wear
you perform your duties. This section introduces you
appropriate hearing protection. Either audio
to some of the most common machine tools found in
headsets or ear plugs will filter the noise from
workshops that you should be familiar with. A
running machinery. Prolonged exposure may
damage your hearing.
machine tool is a power-driven machine that holds the
material and cutting tool and brings them together so
Keep your fingers away from the cutting
the material is drilled, cut, shaved, or ground.
edges when the machine is in operation. Oth-
erwise, you could lose some fingers.
The machine tools described in this chapter are
found in most well-equipped shops. Other machine
Do not wear gloves or loosely hanging
tools for specific types of work will be described in their
clothes. They can be caught by moving parts
appropriate chapter of this training manual.
of the shop machinery and cause serious inju-
ries. Keep your sleeves rolled up tightly above
the elbows. Do not wear neckties or loose
neckerchiefs.
In all machine work, stress SAFETY first,
ACCURACY second, and SPEED last. Ex-
cessive speed is both dangerous and ineffi-
cient.
METAL-CUTTING SAWS
Metal-cutting saws are standard equipment in re-
Figure 5-52.--Finish tapping a blind hole with a bottoming
pair facilities. They are used for nonprecision cutting of
tap.
5-29