Manufacturer's Record.--The sixth section of
VITRIFIED bonded wheels are designated by the
the grinding wheel marking is the manufacturer's
letter V. They are not affected by oil, acid, or water.
record. This may be a letter or number, or both. It is
Vitrified bonded wheels are strong and porous, and
used by the manufacturer to designate bond
rapid temperature changes have little or no effect on
modifications or wheel characteristics.
them. Do not run vitrified wheels faster than 6,500
surface feet per minute (sfpm).
GRINDING WHEEL SELECTION
SILICATE bonded wheels are designated by the
AND USE
letter S. Silicate bonded wheels are used mainly on
large, slow rpm machines where a cooler cutting action
You should select a grinding wheel that has the
is desired. Silicate bonded wheels are softer than vitri-
proper abrasive, grain, grade, and bond for the job.
fied wheels, and they release the grains more readily.
You should base your selection on such factors as the
Like the vitrified bonded wheel, do not run this wheel
physical properties of the material to be ground, the
in excess of 6,500 sfpm.
amount of stock to be removed (depth of cut), the
RUBBER bonded wheels are designated by the
wheel speed and work speed, and the finish required.
letter R. These wheels are strong and elastic and they
To grind carbon and alloy steel, high-speed steel,
are used as thin cutoff wheels. These wheels are used
cast alloys, and malleable iron, you probably should
extensively for regulating wheels on centerless grind-
use an aluminum oxide abrasive. A silicon carbide
ers. Rubber bonded wheels produce a high finish and
can be run at speeds up to 16,000 sfpm.
abrasive is most suitable for grinding nonferrous
metals, nonmetallic materials, and cemented carbides.
RESINOID bonded wheels are designated by the
letter B. These wheels are shock resistant and strong and
Generally, you'll choose coarser-grain wheels to
are used for rough grinding and cutoff wheels. Like
grind softer and more ductile the materials. Also use
rubber bonded wheels, you can run these wheels at
coarser-grain wheels to remove a large amount of
speeds up to 16,000 sfpm.
material (except on very hard materials). If a good
SHELLAC bonded wheels are designated by the
finish is required, a fine grain wheel should be used.
letter E. These wheels give a high finish and have a cool
For soft materials, small depth of cut, or high-work
cutting action when used as cutoff wheels. Shellac
speed, use a soft grade wheel. If the machine you are
bonded wheels can be run at speeds up to 12,500 sfpm.
using is worn, you may need to use a harder grade
wheel to offset the effects of that wear. You also can
OXYCHLORIDE bonded wheels are designated
use a harder grade wheel if you use a coolant with it.
by the letter O. Do not run these wheels at speeds
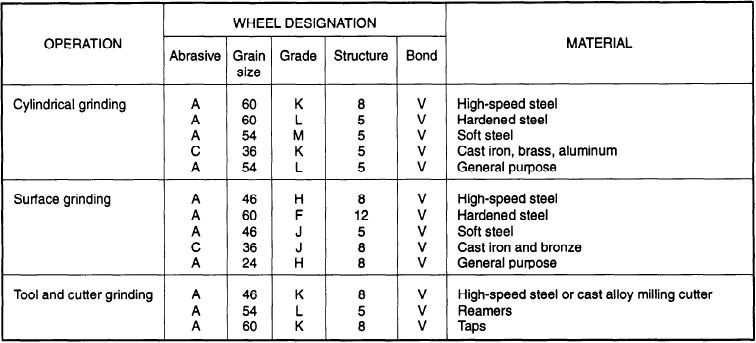
Table 5-3 lists recommended grinding wheels for
greater than 6,500 sfpm.
Table 5-3.--Recommendations for Selecting Grinding Wheels
5-37