
Rotary pipe benders are larger and much more
After removing the section of pipe, check for
complex machines than the portable pipe bender. They
defects such as flat spots, wrinkles, out-of-roundness,
use up to four dies and a hydraulic cylinder to perform
pitting, marring of the pipe surface, and the bend angle.
the bending operation. These benders also may use a
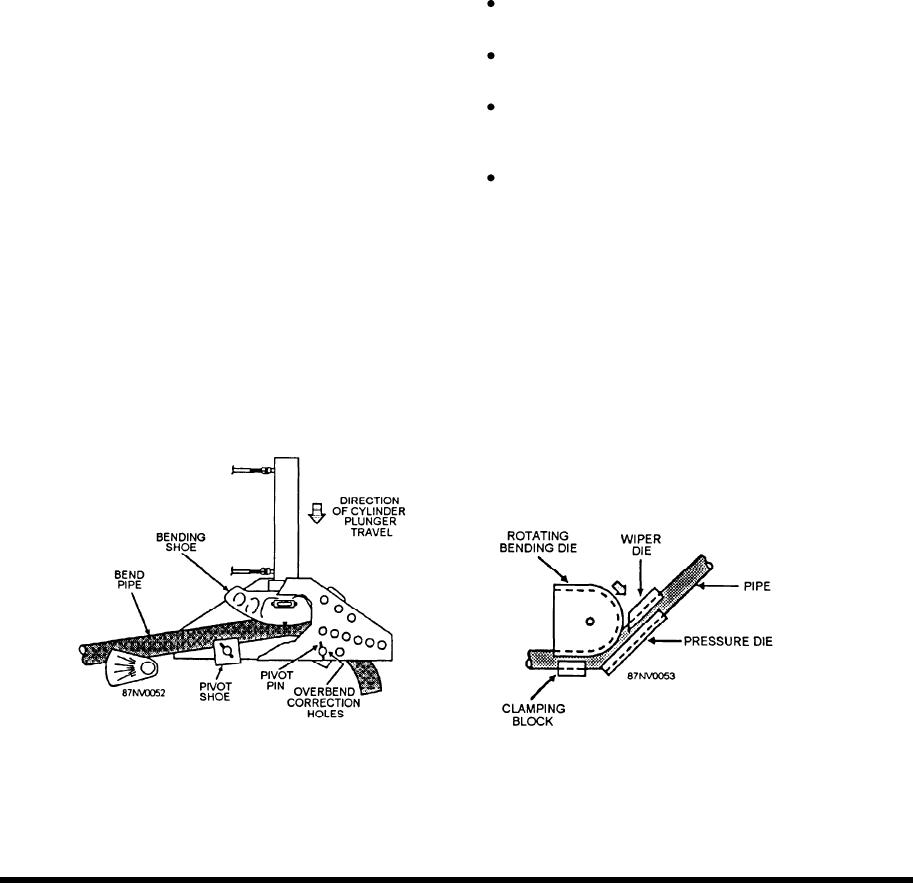
To correct overbend in a section of pipe, simply reverse
the pipe in the bender frame. Reposition the pivot shoes
mandrel to provide internal support to the pipe wall
and pins to the overbend correction holes. One pivot
during the bending evolution to prevent collapse and
shoe should be on the straight end of the pipe and one
wrinkling of the pipe.
at the other end of the bend to provide proper support
To properly set up a rotary bender, you must
for the pipe as shown in figure 16-13. Inch the bending
become familiar with the different dies used on these
shoe forward a few degrees at a time until the desired
machines and their functions (see fig. 16-14). They are
correction is made.
as follows:
Flat spots, wrinkles, and out-of-roundness is a
BEND DIE--The centrally located die that is
common problem encountered when using a portable
rotated by a hydraulic cylinder to bend the pipe.
bender since the pipe is usually bent without any
internal support. To eliminate these defects, you may
CLAMP DIE--The die that clamps the pipe to
find it easier to make several smaller bends than one
the bend die.
large bend. By making several smaller bends, you
PRESSURE DIE--The die that provides support
spread the stress of bending over a larger area and
and acts as a backstop to the pipe during the
reduce the amount of force required to make the bend.
bending evolution.
Care must be taken to reposition the pivot shoes after
every bend so that they are always in contact with the
WIPER DIE--The die that provides support in
the throat of the pipe and guides the pipe into the
pipe.
bend die. Proper use of this die greatly reduces
ROTARY PIPE BENDERS.--Rotary pipe
winkles in the throat of the bend.
benders are capable of bending 16-inch diameter pipes
or larger. Most tenders and shore facilities are equipped
Choose the dies according to the diameter of the
to bend pipe in the 4- to 6-inch diameter range.
pipe and the bend radius. These measurements should
Shipyards are equipped with machines of larger
be stamped on the die. Since pipe and tube have
capacity. This installed machinery must be operated by
different outside diameters for the same size of material,
three or more persons. Rotary pipe benders are the
choose your dies carefully to prevent damage to the
preferred machine to bend pipe due to their accuracy,
equipment, pipe, or personnel.
versatility, and quality of bend.
After choosing your die, you are ready to set up the
rotary bender. Place the bend die over the die stud and
align the keyway on the die with the die key on the
machine. Tap the bend die gently in place, install the nut
on the die stud, and tighten. Next, install the clamp die.
Figure 16-13.--Correcting overbend.
Figure 16-14.--Positioning of rotary pipe bender dies.
16-13

