
attraction. The wick on an oil lamp can be lit because
the oil rises in the wick by capillary attraction. In each
of these examples, we have a liquid that moves into an
opening in a solid by the process called capillary
attraction. A basic rule of the process is that the distance
the liquid will be drawn into the opening in the solid
depends on the size of the opening in the solid. The
smaller the opening, the farther the liquid will be drawn
in.
This same capillary attraction causes the melted
filler metal used in silver brazing to be drawn into the
narrow clearance between the joining members.
Capillary attraction will not work unless the tiller metal
is in a fluid state and the size of the opening is quite
small (usually 0 to 0.012 depending on pipe or tube
size). Therefore, the application of heat and the use of
a very small clearance between joining members are
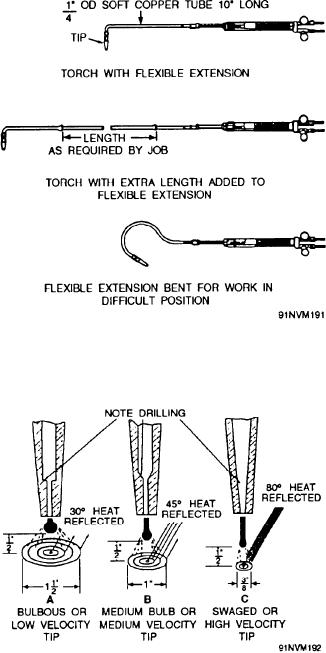
Figure 9-1.--Lightweight oxyacetylene torches with flexible
extension tubes.
essential to silver brazing. The heat is necessary to melt
the filler metal and to keep it molten. The small
clearance is necessary to allow capillary attraction to
draw the molten metal into the space between the joint
members.
You will often hear silver brazing called SILVER
SOLDERING or HARD SOLDERING. Silver brazing
is similar in many respects to soldering. The basic
distinction between a welding process and a soldering
process is that the metals or alloys used for a welding
process have melting points above 800F, while those
used for a true (or SOFT) soldering process have
melting points below 800F.
TORCHES
Figure 9-2.--Tip designs.
Silver brazing depends largely upon the operator's
manipulation of the torch to control the application of
heat. A lightweight torch with or without a flexible
The size of tip selected for the torch should be
extension tube (fig. 9-1) simplifies the silver brazing
determined by the size and type of work to be done. For
procedure and helps reduce operator fatigue. The
silver brazing sheet stock, for instance, you would
flexible extension tube is made of soft copper. It can be
ordinarily use size 4, 5, or 6. Table 9-1 may be used as
bent as needed to heat the surfaces to be joined.
a general guide.
Since one tip size cannot be used for making joints
on all thicknesses of metal, torches are provided with
SILVER BRAZING FILLER METALS
various sizes of tips. Tips are designed to heat a large
area and still allow little or no "bounce" (reflected heat).
Silver brazing filler metals are nonferrous metals or
Figure 9-2 shows the shapes of the flame at the ends of
alloys that have a melting temperature above 800F, but
different kinds of tips.
below the melting point of the base metal being joined.
The tip shown in view A of figure 9-2 has the lowest
You may have heard these silver brazing filler metals
velocity and heats the largest area. This tip should be
referred to as silver solder, hard solder, or brazing
alloys, but the correct term is silver brazing filler metals.
used in joining with silver alloys.
9-2

