
bolts. Figure 5-41 shows typical threading sets for pipe,
bolts. and screws.
Never attempt to sharpen taps or dies. Sharpening
of taps and dies involves several highly precise cutting
processes, which involve the thread characteristics and
chamfer. These sharpening procedures must be done by
experienced personnel to maintain the accuracy and the
cutting effectiveness of taps and dies.
Keep taps and dies clean and well oiled when not
in use. Store them so that they do not contact each other
or other tools. For long periods of storage, coat taps and
dies with a rust preventive compound, place in individ-
ual or standard threading set boxes, and store in a dry
place.
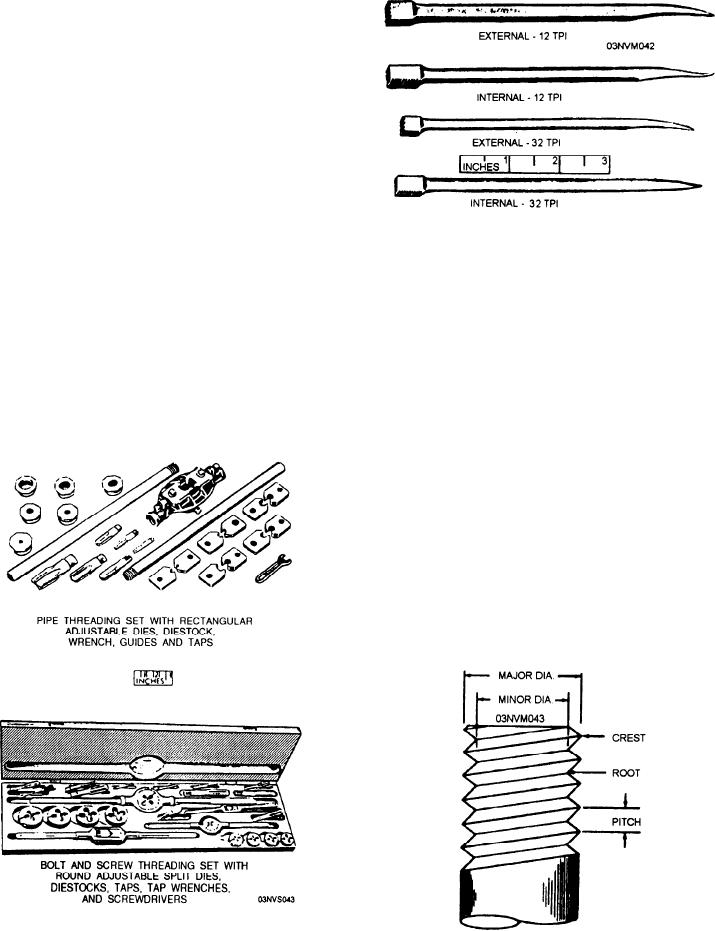
THREAD CHASERS
Thread chasers are threading tools that have several
Figure 5-42.--Thread chasers.
teeth and are used to rethread (chase) damaged external
or internal threads, as shown in figure 5-42. These tools
are available to chase standard threads. The internal
THREADS AND THREAD CUTTING
thread chaser has its cutting teeth located on a side face.
The external thread chaser has its cutting teeth on the
Threads are helical ridges cut into screws, nuts,
end of the shaft. The handle end of the tool shaft tapers
bolts, or the walls of a hole, so that the action of turning
to a point.
the screw, nut, or bolt gives it endwise as well as rotary
motion. Many thread types exist. These types include
bolt threads, machine screw threads, and pipe threads.
Before we proceed with descriptions of thread-cutting
procedures, we must become familiar with the
terminology to be used.
Thread Terminology
Refer to figure 5-43 and note that the outside
diameter of a thread is known as the MAJOR
Figure 5-41.--Threading sets.
Figure 5-43.--Thread terminology.
5-25

