
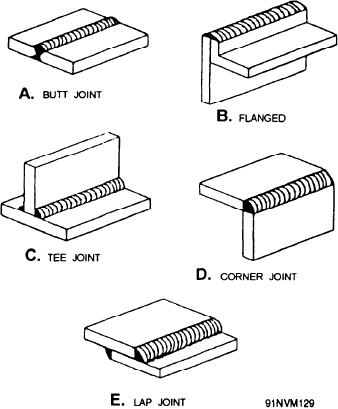
A BUTT joint is used to join the edges of two
process, the thickness of the material to be welded,
members lying in approximately the same geometric
and the purpose the joint is to serve.
plane. The joint area is between the edges of the
two members. This type of joint is frequently used
You can butt together thin sheets of metal
in plate, sheet metal, and pipe work.
without special preparation other than cleaning.
But heavy plates must be beveled or grooved to
EDGE joints also may be used to join parallel
make a satisfactory joint. Again, the design used is
members lying in the same plane, but as a rule one
related to the purpose of the joint; that is, the way
of the members is flanged. The edge joint in figure
the load or stress is applied, the erosive or corrosive
7-2 shows that the members need not be in the
conditions it must resist, and the joint efficiency.
same plane, as the members of a butt joint must be.
The term JOINT EFFICIENCY is used to indicate
With edge joints, the joint area is between the
the strength of a welded joint as compared with the
contacting surfaces of the members. While this type
strength of the unwelded base metal.
of joint has some applications in plate work, it is
more often used in sheet metal work. In many
The terminology used to describe the various
cases, no filler metal is used in joining edge joints by
kinds of joints and the parts of a welded joint is
the gas welding process. The edges are fused
discussed and illustrated later in this chapter.
Details of joint designs for various applications and
together, and the base metal supplies the weld filler
metal. Occasionally the edge joint is used to join
different welding processes are covered by
reinforcing plates to the flanges of I-beams and the
specifications. At this point, you need to know only
that joint design affects weldability.
edges of angles.
As noted before, metals are not equally weldable
CORNER joints and TEE joints are used to join
with all welding processes. You should select a
two members located at approximately right angles
welding process on the basis of specifications and
to each other. The joint area in each case is
between the end of one member and the side or
pertinent instructions from the Naval Sea Systems
edge of another. The corner joint forms an L-shape
Command. For example, aluminum-base alloys are
weldable by a number of processes. However, the
(fig. 7-2). Corner joints are used to make tanks,
boxes, box frames, and similar objects. Only
Naval Sea Systems Command does not permit the
welding of these alloys aboard ship by any welding
process other than gas shielded-arc welding. These
specifications and instructions must also be used to
select base metals, filler metals, fluxes, and welding
techniques.
Each of the welding processes has a technique
or procedure peculiar to that process. Often the
technique varies with the kind or size of the filler
metal used or the kind of weld being made. The
incorrect use of a technique, or the use of the wrong
technique, may lead to defects that make the joint
unsatisfactory.
TYPES OF JOINTS
Five basic types of welded joints are used in
welded structures: butt, edge, tee, corner, and lap.
There are many variations, but every joint you
weld will be one of these basic types. The joint area
in each case is indicated by the shaded portion of
the drawings in figure 7-2.
Figure 7-2.--Types of welded joints.
7-5

