-- If a lot of metal is to be removed, use the coarse
wheel to remove most of it.
-- Use a gauge, template, or a sample for compari-
son, unless you are familiar with the exact finished
shape of the article you are grinding.
Grinding Wheels
A grinding wheel is made up of two basic
elements: (1) the abrasive grains and (2) the bending
agent. The abrasive grains may be compared to many
single-point tools embedded in a toolholder of
bonding agent. Each of these grains removes a very
small chip from the material as it makes contact on
each revolution of the grinding wheel.
An ideal cutting tool is one that will sharpen itself
when it becomes dull. This, in effect, is what happens
to the abrasive grains. As the individual grains become
dull, the pressure that is generated on them causes
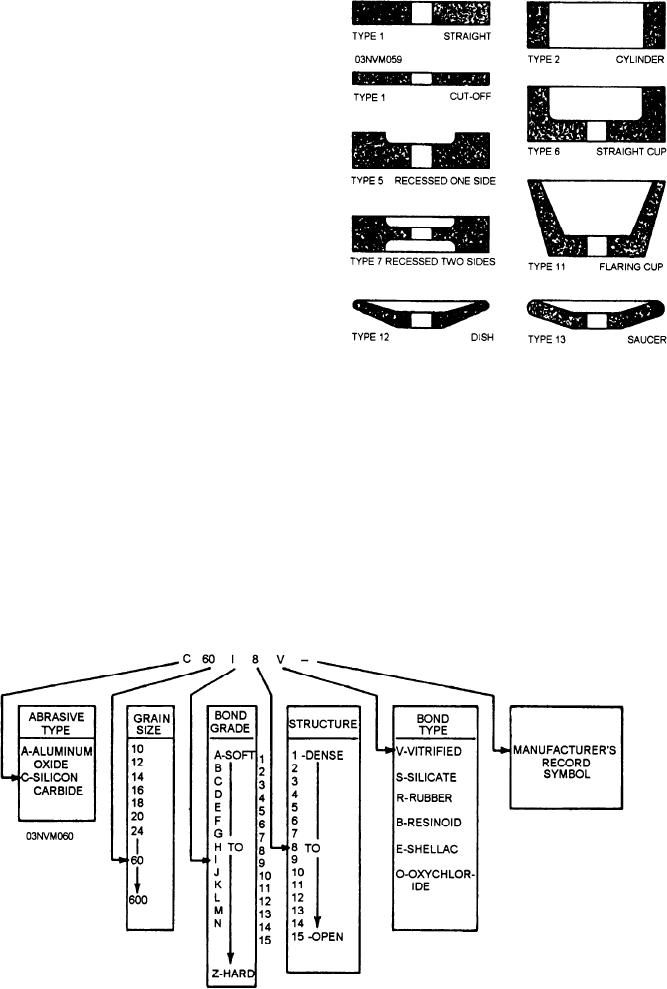
Figure 5-59.--Grinding wheel shapes.
them to fracture and present new sharp cutting edges
to the work. When the grains can fracture no more, the
all manufacturers. The shapes are shown in cross-
pressure becomes too great and they are released from
sectional views. The specific job will dictate the shape
the bond, allowing a new layer of sharp grains to be
of wheel you should use.
presented to the work.
WHEEL MARKINGS AND COMPOSI-
SIZES AND SHAPES.--Grinding wheels come
TION. --Grinding wheel markings are comprised of
in various sizes and shapes. The size of a grinding
six sections, each of which identifies a characteristic
wheel is given in terms of its diameter in inches, the
of the wheel. The six sections are (1) type of abrasive,
diameter of its spindle hole, and the width of its face.
Grinding wheels have too many shapes to list in this
(2) grain size, (3) bond grade, (4) structure, (5) type
manual, however, figure 5-59 shows those used most
of bond, (6) the manufacturer's record symbol. Figure
often. The type numbers are standard and are used by
5-60 shows the standard marking system and possible
Figure 5-60.--Standard marking system for grinding wheels (except diamond).
5-35