
For example, use the following procedure to make
a gear 3.250 inches in diameter that has 24 teeth:
1. Find the pitch diameter (PD) by using the
formula:
2. Find the diametral pitch (DP) by using the
formula:
Figure 14-3.--Measuring gear teeth with a vernier caliper.
run from 1 to 48 diametral pitch and 8 cutters to each
3. Find the whole depth of tooth (WD) by using
pitch.
the formula:
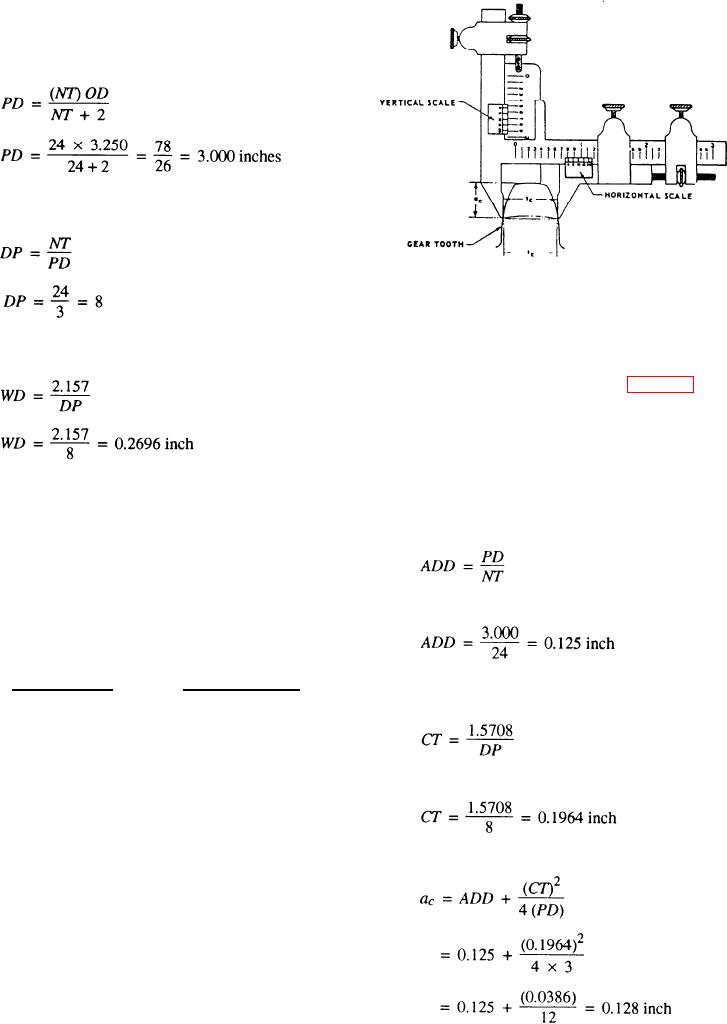
To check the dimensional accuracy of gear teeth,
use a gear tooth vernier caliper (see fig. 14-3). The
vertical scale is adjusted to the chordal addendum (a c)
and the horizontal scale is used to find the chordal
thickness (tc). Before you calculate the chordal
addendum, you must determine the addendum (ADD)
You can select the cutter to machine the gear teeth
and circular thickness (Ct).
as soon as you compute the diametral pitch. Formed
gear cutters are made with eight different forms
To determine the addendum, use the formula:
(numbered from 1 to 8) for each diametral pitch. The
number of the cutter depends upon the number of teeth
the gear will have. The following chart shows which
cutter to use to cut various numbers of teeth on a gear.
Using the values from the preceding example,
If, for example, you need a cutter for a gear that has
24 teeth, use a No. 5 cutter since a No. 5 cutter will cut
all gears containing from 21 to 25 teeth.
To determine the circular thickness, use the
Range of teeth
Number of cutter
formula:
135 to a rack
1
55 to 134
2
35 to 54
3
Using the values from the preceding example,
26 to 34
4
21 to 25
5
The formula used to find the chordal addendum is
17 to 20
6
14 to 16
7
12 to 13
8
Most cutters are stamped to show the number of the
cutter, the diametral pitch, the range for the number of
the cutter, and the depth. Involute gear cutters usually
14-4

