
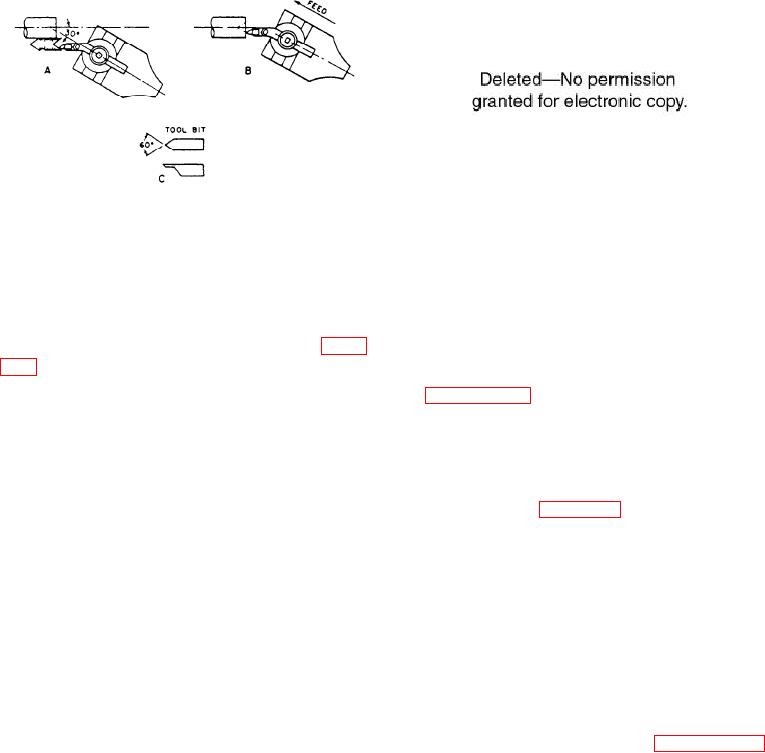
Figure 6-45.--Boring center hole.
If you must center a piece very accurately, bore
Figure 6-46.--Examples of center holes.
the tapered center hole after you center drill to correct
any run-out of the drill. You can do this by grinding a
tool bit to fit a center gauge at a 60 angle. Then, with
countersink holes of the proper size and depth and be
the toolholder held in the toolpost, set the compound
sure the points of the lathe centers are true and
rest at 30 with the line of center as shown in figure
accurate.
6-45. Set the tool exactly on the center for height and
adjust the tool to the proper angle with the center
Figure 6-46 shows correct and incorrect
gauge as shown at A. Feed the tool as shown at B to
countersinking for work to be machined on centers.
correct any runout of the center. The tool bit should
In example A, the correctly countersunk hole is deep
be relieved under the cutting edge as shown at C to
enough so that the point of the lathe centers does not
prevent the tool from dragging or rubbing in the hole.
come in contact with the bottom of the hole.
For center drilling a workpiece, the combined
In example B of figure 6-46, the countersunk hole
drill and countersink is the most practical tool.
is too deep, causing only the outer edge of the work to
Combined drills and countersinks vary in size and the
rest on the lathe center. Work cannot be machined on
drill points also vary. Sometimes a drill point on one
centers countersunk in this manner.
end will be 1/8 inch in diameter and the drill point on
the opposite end will be 3/16 inch in diameter. The
Example C shows a piece of work that has been
angle of the center drill is always 60 so that the
countersunk with a tool having too large an angle.
countersunk hole will fit the angle of the lathe center
This work rests on the point of the lathe center only.
point.
It is evident that this work will soon destroy the end of
In center drilling, use a drop or two of oil on the
the lathe center, thus making it impossible to do an
drill. Feed the drill slowly and carefully to prevent
accurate job.
breaking the tip. Use extreme care when the work is
heavy, because it is then more difficult to "feel" the
MOUNTING THE WORK.--Figure 6-47
proper feed of the work on the center drill.
shows correct and incorrect methods of mounting
work between centers. In the correct example, the
If the center drill breaks in countersinking and
driving dog is attached to the work and rigidly held by
part of the broken drill remains in the work, you must
the setscrew. The tail of the dog rests in the slot of the
remove the broken part. Sometimes you can jar it
drive plate and extends beyond the base of the slot so
loose, or you may have to drive it out by using a
that the work rests firmly on both the headstock center
chisel. But it may stick so hard that you cannot easily
and tailstock center.
remove it. If so, anneal the broken part of the drill
and drill it out.
In the incorrect example, the tail of the dog rests
on the bottom of the slot on the faceplate at A, thereby
The importance of having proper center holes in
pulling the work away from the center points, as
the work and a correct angle on the point of the lathe
shown at B and C, causing the work to revolve
centers cannot be overemphasized. To do an accurate
eccentrically.
job between centers on the lathe, you must
6-26

