
narrow slots, part thick stock, saw thin stock, or saw
your mind how you'll mill a Woodruff keyseat. The
hard alloy steel. Soft metals, such as copper and
secret is to select a cutter that has the same diameter
babbitt, or nonmetallic materials, such as bakelite,
and thickness as the key.
fiber, or plastic, require their own style of slitting saw.
STRAIGHT EXTERNAL KEYSEATS. --
Parting with a slitting saw leaves pieces that are
Normally, you'll use a plain milling cutter to mill a
reasonably square and that require you to remove a
straight external keyseat. You also can use a
minimum of stock to finish the surface. You can cut
Woodruff cutter or a two-lipped end mill.
off a number of pieces of varying lengths and with
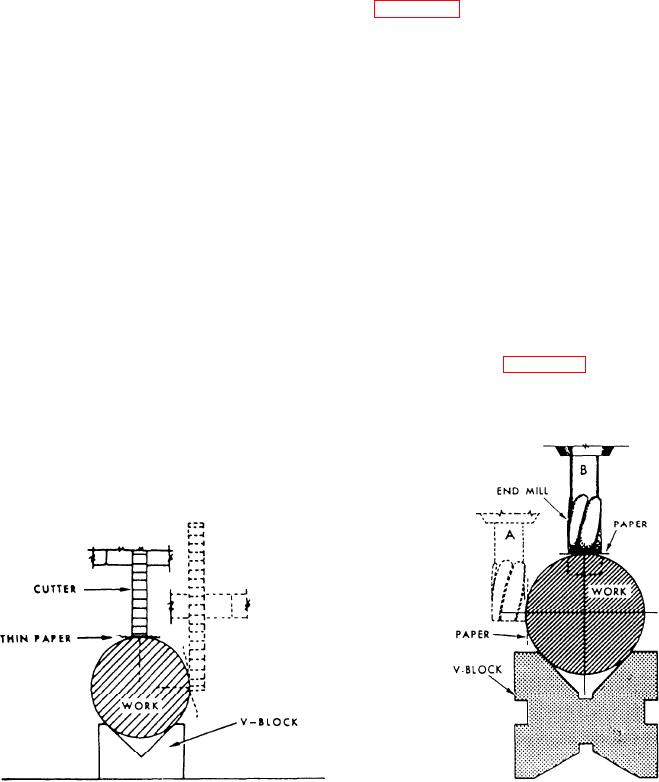
Before you can begin milling, align the axis of the
less waste of material than you could saw by hand.
work with the midpoint of the width of the cutter.
A coarse-tooth slitting saw is best to saw brass
Figure 7-69 shows one method of alignment.
and to cut deep slots. A fine-tooth slitting saw is best
Suppose you're going to cut a keyseat with a plain
to saw thin metal, and a staggered-tooth slitting saw is
milling cutter. First, move the work until the side of
best to make heavy deep cuts in steel. You should use
the cutter is tangent to the circumference of the work.
slower feeds and speeds to saw steels to prevent cutter
With the cutter turning very slowly and before contact
breakage. Use conventional milling to saw thick
is made, insert a piece of paper between the work and
material. To saw thin material, however, clamp the
the side of the cutter. Continue moving the work
stock directly to the table and use down milling.
toward the cutter until the paper begins to tear. When
Then, the slitting saw will tend to force the stock
it does, lock the graduated dial at ZERO on the saddle
down on the table. Position the work so the slitting
feed screw. Then, lower the milling machine knee.
saw extends through the stock and into a table T-slot.
Use the saddle feed dial as a guide, and move the
work a distance equal to the radius of the work plus
External Keyseat
one-half the width of the cutter. This will center the
cutter over the center line of the keyseat.
It is less complicated to machine an external
keyseat on a milling machine than on a shaper. In
Use a similar method to align work with an end
milling, it is no problem to start an external keyseat.
mill. Move the work toward the cutter while you hold
Simply bring the work into contact with a rotating
a piece of paper between the rotating cutter and the
cutter and start cutting. You should be able to picture
work, as shown in figure 7-70. After the paper tears,
in your mind how you'll mill a straight external
lower the work to just below the bottom of the end
keyseat with a plain milling cutter or an end mill. If
the specified length of the keyseat exceeds the length
you can obtain by milling to the desired depth, you
can move the work in the direction of the slot to get
the desired length. It should be easier to picture in
Figure 7-69.--Aligning the cutter using a paper strip.
Figure 7-70.--Aligning an end mill with the work.
7-41

