
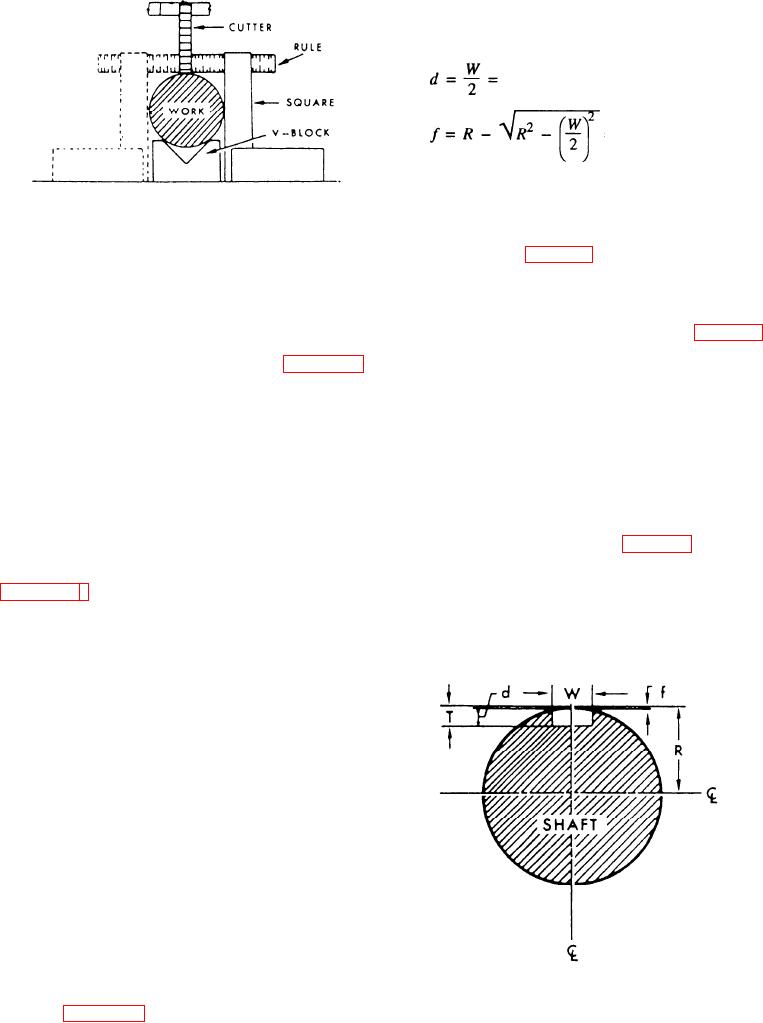
Total depth of cut (T) = d + f
where
depth of the keyseat
= height of arc
W = width of the key
R = radius of the shaft
Figure 7-71.--Visual alignment of a cutter.
The height of arc (f) for various sizes of shafts and
keys is shown in table 7-1. Keyseat dimensions for
mill. Then, move the work a distance equal to the
rounded end and rectangular keys are contained in the
radius of the work plus the radius of the end mill.
Machinery's Handbook. Check the keyseats for
This will center the mill over the center line of the
accuracy with rules, outside and depth micrometers,
keyseat. Move the work up, using hand feed, until a
vernier calipers, and go-no-go gauges. Use table 7-1
piece of paper held between the work and the bottom
for both square and Woodruff keyseats, which will be
of the end mill begins to tear, as shown in figure 7-70,
explained next.
B. Then, move the table and work away from the
WOODRUFF KEYSEAT.--A Woodruff key is a
bottom of the end mill. Set and lock the graduated
small half-disk of metal. The rounded portion of the
dial at ZERO on the vertical feed, and then feed up for
key fits in the slot in the shaft. The upper potion fits
the roughing cut. You can determine the cutter rpm
into a slot in a mating part, such as a pulley or gear.
and the longitudinal feed in the same manner as you
You align the work with the cutter and measure the
do for conventional milling cutters. The higher
width of the cut in exactly the same manner as you do
speeds and feeds generate more heat, so flood the
to mill straight external keyseats.
work and the cutter with coolant.
A Woodruff keyseat cutter (fig. 7-73) has deep
When extreme accuracy is not required, you can
flutes cut across the cylindrical surface of the teeth.
align the work with the cutter visually, as shown in
The cutter is slightly thicker at the crest of the teeth
figure 7-7 1. Position the work by eye as near as
than it is at the center. This feature provides clearance
possible to the midpoint of the cutter. Make the final
between the sides of the slot and the cutter. Cutters
alignment by moving the work in or out a slight
amount, as needed. The cutter should be at the exact
center of the work diameter measurement of the steel
rule. You can use this method with both plain milling
cutters and end mills.
Before you begin to machine the keyseat, you
should measure the width of the cut. You cannot be
certain that the width will be the same as the thickness
of the cutter. The cutter may not run exactly true on
the arbor or the arbor may not run exactly true on the
spindle. The recommended practice is to nick the end
of the work with the cutter and then to measure the
width of the cut.
Specifications for the depth of cut are usually
Furnished. When they are not available, you can
determine the total depth of cut for a square keyseat
by using the following formula based on dimensions
Figure 7-72.--Keyseat dimensions for a straight square key.
shown in figure 7-72.
7-42

