
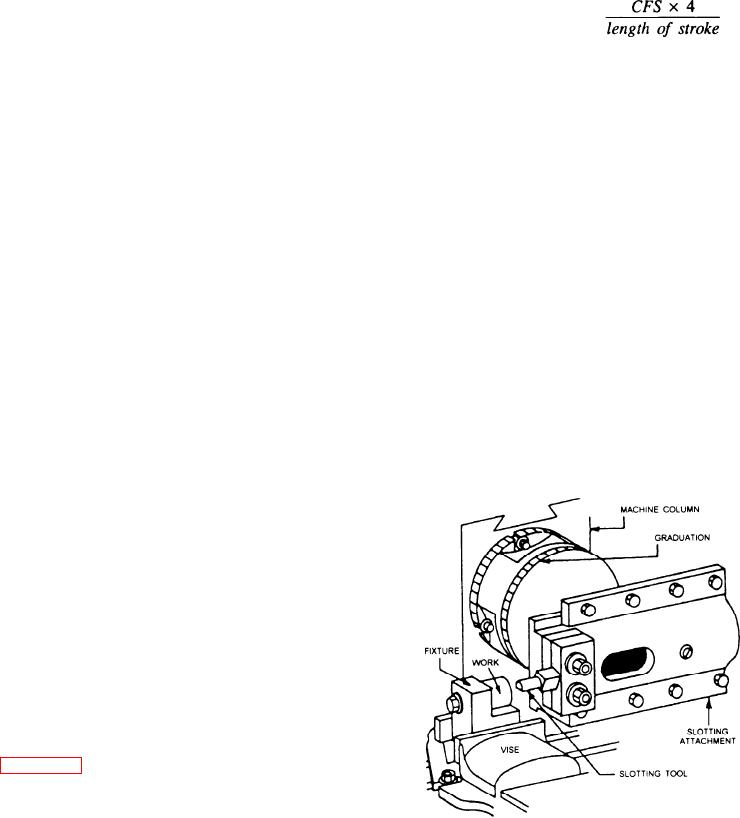
slide shows the length of the stroke. You can pivot the
11. After starting the machine, feed the work by
head of the slotting attachment and position it at any
hand so the cutter contacts the side of the
desired angle. Graduations on the base of the slotting
work on which the line is scribed.
attachment show the angle at which the head is
12. Move the work clear of the cutter and stop
positioned. The number of strokes per minute is
the spindle.
equal to the spindle rpm and is determined by the
formula:
13. Check to see if the greater portion of the
cutter mark is above or below the layout line.
Depending on its location, rotate the index
Strokes per minute =
head spindle as required to center the mark
on the layout line.
To make the cutting tools used with slotting
14. Once the mark is centered, take light "cut and
attachments, grind them to any desired shape from
try" depth of cuts until you reach the desired
high-speed steel tool blanks. Clamp the tool to the
width of the flat.
front of the slide or ram. You can use any suitable
means to hold the work, but the most common method
15. Machine the flat to the required length.
is to hold the work in an index head chuck If the
16. When one end is completed, remove the work
slotted portion does not extend through the work, you
from the chuck. Turn the work end for end
will have to machine an internal recess in the work to
and reinsert it in the chuck.
provide clearance for the tool runout. When it is
possible, position the slotting attachment and the
17. Machine the second flat in the same manner
work in the vertical position to provide the best
as you did the first.
possible view of the cutting action of the tool.
18. Deburr the work and check it for accuracy.
Parting
19. Check the flats to see if they are in the same
plane by placing a matched pair of parallels
Use a metal slitting saw for sawing or parting
on a surface plate and one flat on each of the
operations and to mill deep slots in metals and in a
parallels. If the flats are in the same plane,
variety of other materials. Efficient sawing depends
you will not be able to wobble the work.
to a large extent on the slitting saw you select. The
work required of slitting saws varies greatly. It would
SLOTTING, PARTING, AND MILLING
not be efficient to use the same saw to cut very deep
KEYSEATS
Slotting, parting, and milling keyseats are all
operations that require you to cut grooves in the work.
These grooves are of various shapes, lengths, and
depths, depending on the requirements of the job.
They range from flutes in a reamer to a keyseat in a
shaft, to the parting off of a piece of metal to a
predetermined length.
Slotting
You can use slotting to cut internal contours, such
as internal gears and splines and 6- or 12-point
sockets. Most slotting is done with a milling machine
attachment called a slotting attachment, as shown in
figure 7-68. The slotting attachment is fastened to the
milling machine column and driven by the spindle.
This attachment changes the rotary motion of the
spindle to a reciprocating motion much like that of a
shaper. You can vary the length of the stroke within a
Figure 7-68.--Slotting attachment.
specified range. A pointer on the slotting attachment
7-40

