
Figure 6-101.--Use of faceplate.
shown in figure 6-101. Two slots are necessary for a
THREADS ON TAPERED WORK
double thread, three slots for a triple thread, and so on.
Use the taper attachment when you cut a thread on
The number of multiples you can cut by this method
tapered work. If your lathe does not have a taper attach-
depends on the number of equally spaced slots there
ment, cut the thread on tapered work by setting over the
are in the drive plate. There are special drive or index
tailstock The setup is the same as for turning tapers.
plates available, so that you can accurately cut a wide
Part A of figure 6-102 shows the method of
range of multiples by this method.
setting the threading tool with the thread gauge when
you use the taper attachment. Part B of figure 6-102
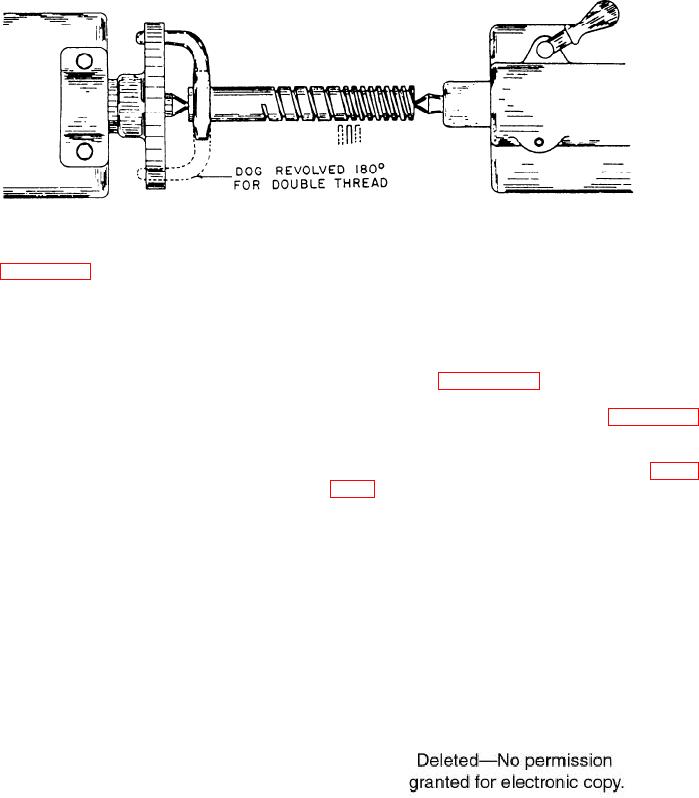
Another method of cutting multiple threads is to
shows the same operation for using the tailstock
setover method.
disengage either the stud gear or the spindle gear from
Note that in both methods illustrated in figure
the gear train in the end of the lathe after you cut a
6-102, you set the threading tool square with the axis
thread groove. Then, turn the work and the spindle
by placing the center gauge on the straight part of the
the required part of a revolution, and reengage the
work, NOT on the tapered section. This is very
gears for cutting the next thread. If you are to cut a
important.
double thread on a lathe that has a 40-tooth gear on
the spindle, cut the first thread groove in the ordinary
manner. Then, mark one of the teeth on the spindle
gear that meshes with the next driven gear. Carry the
mark onto the driven gear, in this case the reversing
gear. Also, mark the tooth diametrically opposite the
marked spindle gear tooth (the 20th tooth of the
40-tooth gear). Count the tooth next to the marked
tooth as tooth number one. Then disengage the gears
by placing the tumbler (reversing) gears in the neutral
position, turn the spindle one-half revolution or 20
teeth on the spindle gear, and reengage the gear train.
You may index the stud gear as well as the spindle
gear. If the ratio between the spindle and stud gears is
not 1 to 1, you will have to give the stud gear a
proportional turn, depending upon the gearing ratio.
The method of indexing the stud or spindle gears is
possible only when you can evenly divide the number
of teeth in the gear indexed by the multiple desired.
Some lathes have a sliding sector gear that you can
readily insert into or remove from the gear train by
shifting a lever. Graduations on the end of the spindle
show when to disengage and to reengage the sector
gear for cutting various multiples.
Figure 6-102.--Cutting thread on tapered work.
6-60

