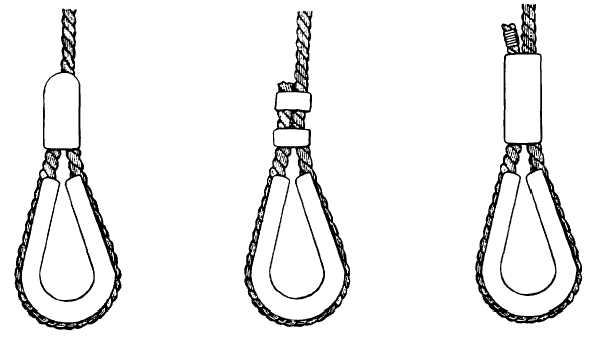
Figure 3-33.—Fold back eye and pressed metal sleeve.
The tucked eye with the pressed metal sleeve is
almost 100 percent efficient; however, the tucked eye
and serving in group 2 can develop only 70 percent of
the strength of the rope and tend to come free as the
rope unwinds. As the rope untwists, the tucks in the
eye begin to pop free.
All eye spices in group 2
should have a least five tucks, and the complete splice
should be carefully and tightly wrapped with a wire
serving to cover the whole splice.
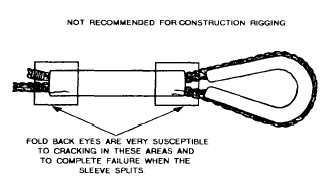
The fold back eyes and pressed metal sleeves in
group 3 are fabricated by bending the rope to the eye
dimension required and securing the free or dead end
of the rope against the live portion of the rope by
means of a steel or aluminum sleeve set in place under
pressure. Improper swaging or split sleeves used with
fold back eye splices (fig. 3-34) can result in complete
failure without warning.
It is highly recommended
that these eye splices never be used for overhead
hoisting operations.
An alternate method of forming a soft eye in the
end of a wire rope without the use of permanent
splicing is fabricating a flemish eye splice (Molley
Hogan). The eye is simple to form, requiring a
minimum amount of tools, and does not require use of
a splicing vise. The flemish eye develops 90 percent
of the breaking strength of the wire rope.
To form a flemish eye (fig. 3-35), unlay the rope
strands 3 to 4 inches longer than twice the
circumference of the eye size desired. The wire rope
core can be cut out or laid in one section of the wire.
A simple overhand knot is made, letting the strands
lay together and adjusting the eye to the desired size.
Bend sections of the strands through the eye so that
the strands re-lay into position to form the rope.
Continue until the eye is completed. Secure the bitter
ends of the strand to the rope with lashing, seizing, or
a wire clip to prevent unlaying of the rope. Before the
sling can be put into use, it must be proof-tested and
tagged.
Proof-Testing
All field-fabricated slings terminated by
mechanical splices, sockets, and pressed and swaged
Figure 3-34.-Fold back sling failure.
3-28