NOTE: Do NOT use a detergent that is designed to
break down grease or oil, as this will break down the
petroleum products used in the bituminous mix.
NOTE: Ensure roller tires and drums are free of
debris, such as sand, mud, dirt, and so forth, before
rolling a hot bituminous mix.
CAUTION
Avoid prolonged skin contact with and
inhalation of vapors from bituminous opera-
tions.
When you are rolling bituminous materials, the
rollers should move at a slow, uniform speed with the
drive wheels positioned toward the paver. The speed
should not exceed 3 mph for steel-wheeled rollers or 5
mph for pneumatic-tired rollers. Asphalt rollers must be
kept in good condition and should be capable of being
reversed without backlash. The line of rolling should not
be suddenly changed or the direction of rolling suddenly
reversed, thereby displacing the mix. Any pronounced
change in direction should be made on stable material.
Rolling hot bituminous mix is done in the following
order:
1.
2.
3.
4.
5.
Transverse joints
Longitudinal joints (when adjoining a pre-
viously placed lane)
Breakdown or initial rolling
Intermediate or second rolling
Finish rolling
As a guide, longitudinal joint and edge rolling
should be performed directly behind the paver;
breakdown rolling less than 200 feet behind the paver;
intermediate rolling 200 feet or more behind the
breakdown rolling; and finish rolling as soon as possible
behind the breakdown rolling.
Transverse Joints
When a transverse joint is placed next to an
adjoining lane, the first pass is made with a steel-
wheeled roller moving along the longitudinal joint for a
short distance. The surface is then straightedge and
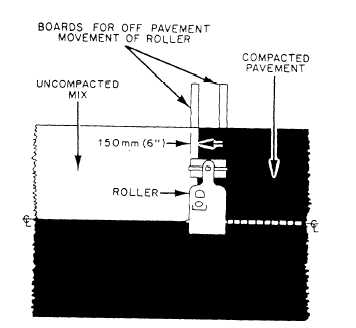
corrections made if necessary. The joint is then rolled
transversely with all except 6 inches of the wheel width
on the previously laid material (fig. 11-49). This
operation should be repeated with successive passes
Figure 11-49.-Rolling a transverse joint.
covering 6 to 8 inches of fresh material until the entire
width of a roll is on the new mix.
During transverse rolling, boards of proper
thickness should be placed at the edge of the pavement
to provide the roller a surface to drive on once it passes
the edge of the hot bituminous mat. If boards are not
used, the transverse rolling must stop 6 to 8 inches short
of the outside edge in order to prevent damage to the
edge. The outside edge then must be rolled out during
longitudinal rolling.
Longitudinal Joints
Longitudinal joints should be rolled directly behind
the paving operation, Only 4 to 6 inches of the roller
width should ride on the newly placed mix (fig. 11-50).
The rest of the roller should ride on the previously
compacted side of the joint. With each subsequent pass,
more and more of the roller width is placed on the mix
until the entire width of the roller is on the newly placed
mat.
When rolling a longitudinal joint with a vibratory
roller, the roller drum extends only 4 to 6 inches on the
previously compacted lane with the rest of the drum
width riding on the newly placed mat. The roller
continues to roll along this line until a thoroughly
compacted, neat joint is obtained.
Longitudinal
cold joint.
joints can be categorized as a hot or
11-26