
--Never, never have your foot on the trip lever or
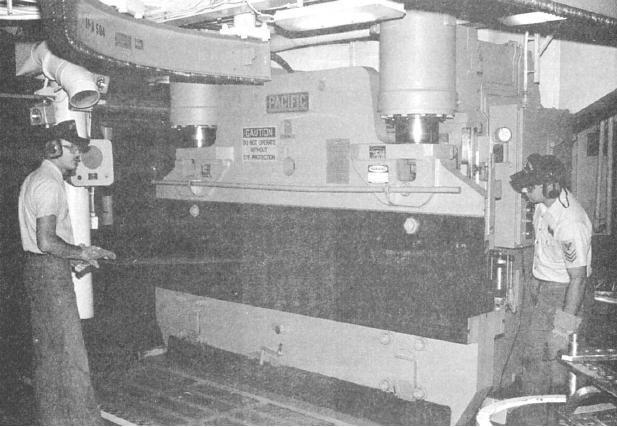
setup, and operation of a typical brake press. Figure
foot pedal while loading or adjusting plate on the
13-40 shows a typical brake press.
brake.
BRAKE PRESS SAFETY.--The brake press is
--Never attempt to bend pipe, bar stock, round
capable of operating at hydraulic pressures of up to 300
stock, flat bar less than 2 inches in width, or other
tons. Due to these high pressures and the machine
similar metal shapes. If you attempt to bend these types
operating capacity, there are several important safety
of metal shapes, you will damage the dies and risk
precautions you should follow. They are as follows:
injury.
--Become familiar with the type of brake press
BRAKE PRESS SETUP.--When you set up the
installed in your shop. Qualify on its use and operation
brake press, there are three important setup adjustments
under qualified supervision prior to operating the brake
to make. You must select the proper set of dies, bending
press.
pressure, and machine stroke. We will look at the
requirements for each of these adjustments.
--Determine the capacity of the machine being
used from the manufacturer's technical manual and
Die Selection.--The brake press is capable of using
NEVER exceed its maximum capacity. Capacities for
different dies to perform several different functions.
most machines are given in metal thickness, length, and,
The top half of the die is called the punch and the lower
half is called the die. The "V" die is the most common
unless otherwise noted, are given for mild steel not alloy
punch and die combination used in the shipfitter shop.
steels.
These dies allow plate to be bent at various angles.
--Never place any part of your body under the dies
When selecting the opening for the "V" die, it should
and punches of the press brake.
equal eight times the thickness of plate being bent. You
--Never place hands or fingers between the metal
will find a single "V" die with four openings in most
shipfitter shops for bending l/8-, l/4-, 3/8-, and
plate and the die.
Figure 13-40.--Brake press.
13-34

