two most important safety precautions in repair welding
SURFACING
operations are as follows:
Surfacing is a process in which a layer of some
special ferrous or nonferrous alloy is welded to the
1. CORED OR OTHERWISE ENCLOSED
surface of new or old parts. The purpose is to increase
SPACES MUST BE VENTED. If not vented, they will
their resistance to abrasion, impact, corrosion, and
vent themselves in a drastic manner--by exploding.
erosion, or to obtain other properties. Surfacing is also
Play safe by removing vent plugs or by drilling small
used to build up undersized or worn parts. In this latter
holes through which expanding gases may escape when
instance, the procedure restores the efficiency of
the part is heated.
pistons, guides, shafts, and other parts. The filler alloy
2. DON'T BREATHE ZINC FUMES. Provide
used for such jobs is the copper-base alloy used for
plenty of ventilation and wear a respirator when you're
braze welding. In fact, the technique is essentially the
working with brasses and bronzes, because they contain
same. A word of caution: COPPER-ZINC FILLER
up to 45 percent zinc.
METAL SHOULD NOT BE USED IF THE
WORKING TEMPERATURE OF THE BUILT-UP
A surfacing operation using a copper-base alloy
SURFACE EXCEEDS 500F. Steel parts subjected to
filler metal produces a relatively soft surface. Use other
high stress should be built up or resurfaced only once.
types of alloys to produce a surface that is corrosion-
Cast iron and copper-base alloys may be resurfaced as
and wear-resistant at relatively high temperatures. Two
often as necessary.
examples are facings for valve seats and disks used in
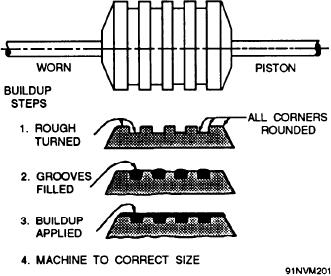
Figure 9-11 shows the principal steps used to build
high-pressure steam lines.
up a worn steel piston with copper-base alloy. For this
While many rods and electrodes are manufactured,
kind of job, Machinery Repairmen will cut the grooves
only a few meet Navy specifications. Be sure your filler
and machine the finished job to size. Your job is to apply
alloys are approved by the Naval Sea Systems
the surfacing alloy.
Command for the work you are doing.
Weld the rough-turned grooves first. Then, build up
Three types of hard-surfacing materials are
the surface with one, two, or three layers of bronze as
generally used in the Navy. They are chromium-cobalt,
required by the finished dimensions. When built-up
tungsten carbide, and iron-base alloys containing
repairs are made on cylindrical objects, the work should
manganese, chromium, carbon, nickel, and other
be set up to allow the surfacing operation to progress up
hardening elements. Of these, the chromium-cobalt
a slight incline of about 30. When building up a thick
(MIL-R-17131) alloy is probably the most important. It
surface, it's a good idea to do the job in several passes.
is used to repair disks and seats of high-pressure steam
On the first pass, concentrate on tinning. On the
system valves. At present, no electrodes meet the Naval
following passes, concentrate on good fusion between
Sea Systems Command specification for this purpose.
the layers of surfacing alloy. Use flux sparingly after the
Noncritical surfacing operations, that is, disks and seats
tinning pass or you'll wind up with a porous weld. The
of valves manufactured from material other than
carbon-molybdenum or chromium-molybdenum
steels, need different materials. A MIL-E-19141
electrode or a 46R3C oxyacetylene welding rod may be
used if a hard surface is required. For critical carbon or
c h r o m e - m o l y steel surfacing jobs, use a
chromium-cobalt rod applied with the oxyacetylene
flame.
Chromium-cobalt surfacing filler metal is an alloy
of about 60 percent cobalt, 30 percent chromium, 5
percent tungsten, and 5 percent other alloys, including
molybdenum and traces of iron. At room temperature
this alloy is about as hard as ferrous tool steels.
However, chromium-cobalt has the property to retain
its hardness at high temperatures. With the exception of
high-speed tool steels, common ferrous alloys do not
have this characteristic.
Surfacing alloys are usually applied so that the
Figure 9-11.--Surfacing a steel piston.
material forms a thin layer over the base metal to which
9-15