
angle of 90 to the cutter axis and the other usually at
45, 50, or 80.
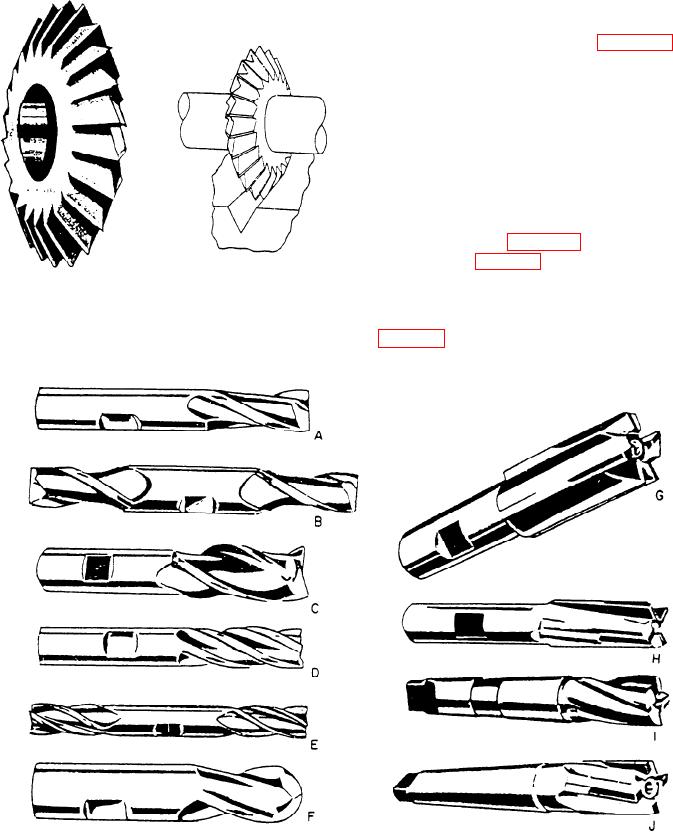
The double-angle cutter (fig. 7-32) has two
cutting faces, which are at an angle to the cutter axis.
When both faces are at the same angle to the axis, you
obtain the cutter you want by specifying the included
angle. When they are different angles, you specify
the angle of each side with respect to the plane of
intersection.
END MILL CUTTERS.--End mill cutters may
be the SOLID TYPE with the teeth and the shank as
an integral part (fig. 7-33), or they may be the
SHELL TYPE (fig. 7-34) in which the cutter body and
the shank or arbor are separate. End mill cutters have
Figure 7-32.--Double-angle cutter.
teeth on the circumference and on the end. Those on
the circumference may be either straight or helical
A. Two-flute single-end
Two-flute ball-end
F.
B. Two-flute double-end
G.
Carbide-tipped, straight flutes
C. Three-flute single-end
H.
Carbide-tipped, right-hand helical flutes
D. Multiple-flute singleend
I.
Multiple-flute with taper shank
E. Four-flute double-end
J.
Carbide-tipped with taper shank and helical flutes
Figure 7-33.--End mill cutters.
7-22

