
clamp it directly to the milling machine table. You
can use the same methods that you used to hold work
in a shaper. Clamp the work as closely as possible to
the milling machine column so you can mount the
cutter near the column. The closer you place the
cutter and the work to the column, the more rigid the
setup will be.
The following steps explain how to machine a
rectangular work blank (for example, a spacer for an
engine test stand):
1. Mount the vise on the table and position the
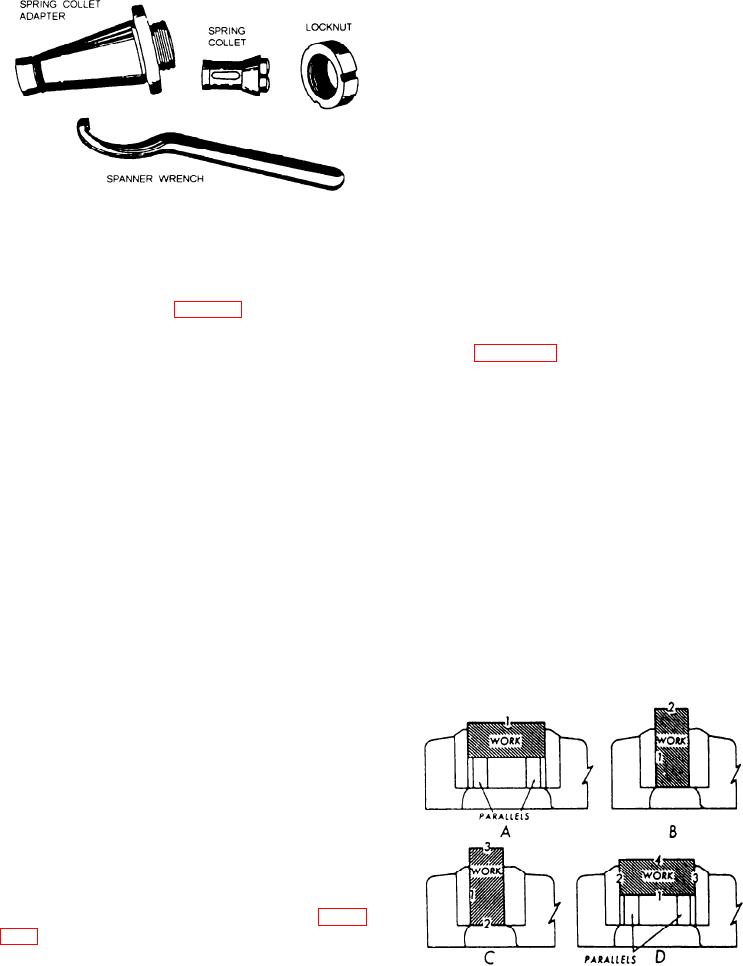
Figure 7-54.--Spring collet chuck adapter.
vise jaws parallel to the table length.
NOTE: The graduations on the vise are accurate
Spring Collet Chuck
enough because we are concerned only with
machining a surface in a horizontal plane.
Spring collet chucks (fig. 7-54) are used to hold
and drive straight-shanked tools. The spring collet
2. Place the work in the vise, as shown in view
chuck consists of a collet adapter, spring collets, and a
A, figure 7-55.
cup nut. Spring collets are similar to lathe collets.
3. Select the proper milling cutter and arbor.
The cup forces the collet into the mating taper,
causing the collet to close on the straight shank of the
4. Wipe off the tapered shank of the arbor and
tool. The collets are available in several fractional
the tapered hole in the spindle with a clean
sizes.
cloth.
5. Mount the arbor in the spindle.
MILLING MACHINE OPERATIONS
6. Clean and position the spacing collars and
The milling machine is one of the most versatile
place them on the arbor so that the cutter is
metalworking machines. It can be used for simple
above the work.
operations, such as milling a flat surface or drilling a
7. Wipe off the milling cutter and any additional
hole, or more complex operations, such as milling
spacing collars that may be needed. Then,
helical gear teeth. It would be impractical to try to
place the cutter, the spacers, and the arbor
discuss all of its operations. Therefore, we'll limit
bearing on the arbor, with the cutter keyseat
our discussion to plain, face, and angular milling;
aligned over the key. Locate the bearing as
milling flat surfaces on cylindrical work, slotting,
reaming, and boring. Even though we will discuss
only the more common operations, you will find that
by using a combination of operations, you will be able
to produce a variety of work projects.
PLAIN MILLING
Plain milling is the process of milling a flat
surface in a plane parallel to the cutter axis. You get
the work to its required size by individually milling
each of the flat surfaces on the workpiece. You'll use
plain milling cutters such as those shown in figure
7-22. If possible, select a cutter that is slightly wider
than the width of the surface to be milled. Make the
work setup before you mount the cutter; this may
prevent cuts on your hands caused by striking the
Figure 7-55.--Machining sequence to square a block.
cutter. You can mount the work in a vise or fixture, or
7-30

