
Cut-off functions are performed by a pipe cutter
(similar to hand-held pipe cutters) that is lowered onto
the pipe from the carriage assembly. Reaming functions
are performed by a reamer attached to the carriage
assembly and inserted into the end of the pipe. All
carriage attachments are mounted to swing out of the
way when not being used. You can use the pipe
threading machine to manufacture various size nipples
as short as 4 inches and close nipples with the use of a
nipple chuck.
When manufacturing nipples, you need to have an
understanding of what constitutes a nipple. A nipple is
a piece of pipe no longer than 12 inches and is threaded
Figure 16-19.--Pipe cutting, burring, and threading machine.
on both ends. Any pipe over 12 inches in length is a cut
piece of pipe and not a nipple. A close nipple has threads
the entire length of the nipple with no shoulders.
The threading machine shown in figure 16-19 has
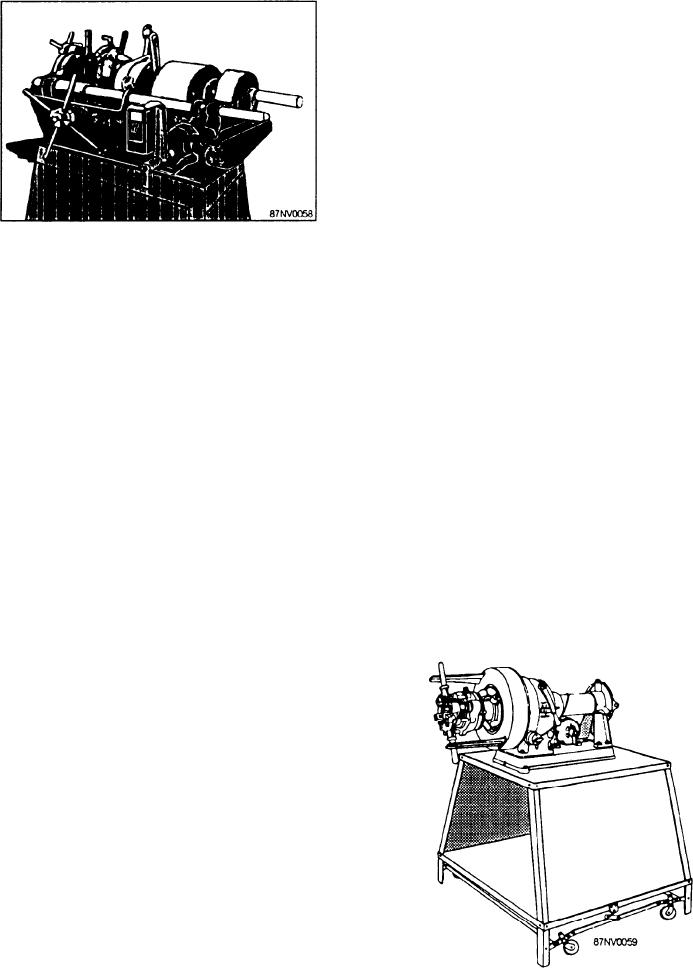
Another type of pipe and bolt threading machine is
the ability to perform threading, cutting, and reaming
shown in figure 16-20. Here the pipe or bolt stock is
functions on pipe or bolt stock. The pipe or stock is
held stationary and the dies are revolved. The arms of
inserted through the back of the machine into a
the machine may turn the handles of the die stock either
motor-driven chuck or vise that securely holds and
by electric or pneumatic power. The thread is cut in the
rotates the pipe or bolt stock. Several attachments are
same way as by hand.
on the carriage assembly to perform the threading,
The tightness of a threaded joint depends upon good
cutting, and reaming functions of the threading
metal-to-metal contact. Use a wire brush to remove any
machine.
dirt in the threads of either the male or female ends.
The threading dies are mounted in a movable
The secret of the proper assembly of a threaded pipe
threading assembly. The assembly is fully adjustable
joint is to avoid friction between the metal parts.
and can accommodate pipe from l/8 to 2 inches
Friction during assembly produces heat, which in turn
(nominal) in size. As you move from one pipe size to
causes expansion. The threaded pipe, with its thinner
the next, you will need to replace the dies as required
wall, is more affected than is the fitting. When the parts
for the work you are doing. All dies are stamped
according to the range of pipe they can accommodate.
Once you have selected the proper dies and set up the
machine, you are ready to thread your pipe. As the pipe
rotates in the chuck assembly, the die assembly is
brought up to the stock to start the threading action by
means of a handwheel on the side of the machine. You
should not have to apply too much pressure to the
handwheel to get the dies to engage the pipe since the
dies are tapered to match the taper threads being cut on
the pipe. Lubricant will flow from the sump as soon as
the machine is started. If you fail to get a lubricant flow,
check the petcock valve on the supply tube to ensure
that it is on. Proper lubricant flow is required to ensure
lubrication and cooling of the dies. Once the threading
action is started, the die assembly will automatically
draw itself along the length of the pipe until the desired
amount of thread is cut. After you have cut the desired
length of thread, disengage the die assembly by
Figure 16-20.--Pipe and bolt threading machine.
releasing the die clamp at the top of the die assembly.
16-18