
variations that identify nearly all abrasives except
Grain Size.--The second section on the grinding
diamond. The following information breaks the mark-
wheel marking is the grain size. Grain sizes range from
10 to 600. The size is determined by the size of mesh
ing down and explains each section. Follow the sec-
of a sieve through which the grains can pass. Generally
tions in the figure from left to right as you read an
speaking, grain size is rated as follows: coarse: 10
explanation of each section in the following para-
through 24; medium: 30 through 60; fine: 70 through
graphs. This information should be studied carefully
180; and very fine: 220 through 600. Fine grain wheels
as it will be invaluable in making the proper wheel
are preferred for grinding hard materials, as they have
selection for each grinding job you will attempt.
more cutting edges and will cut faster than coarse grain
Type of Abrasive.--The first section on the
wheels. Coarse grain wheels are generally preferred
grinding wheel marking shows the type of abrasive.
for rapid metal removal on softer materials.
There are two types of abrasives: natural and
Grade or Hardness.--Section three of the
manufactured. Natural abrasive, such as emery,
grinding wheel marking is the grade or hardness of the
corundum, and diamond, are used only in honing
wheel. The grade is designated by a letter of the
stones and in special types of grinding wheels. The
alphabet and it runs from A to Z or soft to hard. The
common manufactured abrasives are aluminum oxide
grade of a grinding wheel is a measure of the bond's
and silicon carbide. They have superior qualities and
ability to retain the abrasive grains in the wheel. A soft
are more economical than natural abrasives.
to hard grade does not mean that the bond or the
Aluminum oxide (designated by the letter A) is used
abrasive is soft or hard; it means that the wheel has
to grind steel and steel alloys, and for heavy duty work
either a large amount of bond (hard grade) or a small
such as cleaning up steel castings. Silicon carbide
amount of bond (soft grade).
(designated by the letter C), is harder but not as tough
as aluminum oxide. It is used mostly for grinding
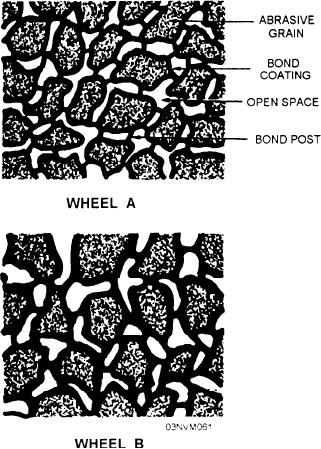
Figure 5-61 shows magnified portions of both
nonferrous metals and carbide tools. The abrasive in
soft-grade and hard-grade wheels. You can see that a
a grinding wheel makes up about 40 percent of the
part of the bond surrounds the abrasive grains, and the
wheel.
remainder of the bond forms into posts that hold the
grains to the wheel and hold them apart from each
other. The wheel with the larger amount of bonding
material (hard grade) has thick bond posts and offers
great resistance to grinding pressures. The wheel with
the least amount of bond (soft grade) offers less
resistance to grinding pressures.
Structure. --The fourth section of the grinding
wheel marking is the structure. The structure is
designated by numbers from 1 to 15. The structure of
a grinding wheel refers to the open space between the
grains, as shown in figure 5-61. Grains that are very
closely spaced are said to be dense; when grains are
wider apart, they are said to be open. Open grain
wheels remove more metal faster than close-grain
wheels. Also, dense, or close-grain wheels, normally
produce a finer finish. Structure makes up about 20
percent of the grinding wheel.
Bond Type.--The fifth section on the grinding
wheel marking is the bond type. The bond makes up
the remaining 40 percent of the grinding wheel and is
one of the most important parts of the wheel. The bond
determines the strength of the wheel. The six basic
types of bonds are vitrified, silicate, rubber, resinoid,
shellac, and oxychloride. We will discuss each type in
the following paragraphs.
Figure 5-61.-- How bond affects the grade of a wheel. Wheel
5-36