
TRUING AND DRESSING THE WHEEL.--
machines and the holding devices used make them
Grinding wheels, like other cutting tools, require
unsuitable for heavy work.
frequent reconditioning of cutting surfaces to perform
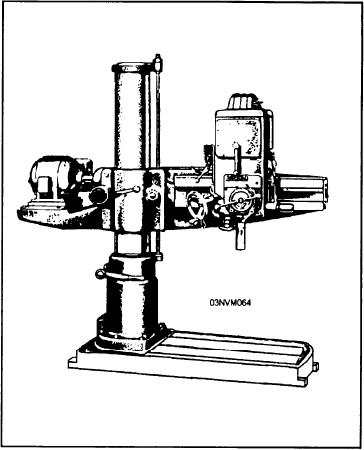
The radial drill press (fig. 5-64) has a movable
efficiently. Dressing is the term used to describe the
spindle that can be adjusted to the work. This machine
process of cleaning the periphery of grinding wheels.
is especially useful when the workpiece is large,
This cleaning breaks away dull abrasive grains and
bulky, or heavy, or when you need to drill many holes
smooths the surface so that there are no grooves.
with one setup, because the work does not have to be
Truing is the term used to describe the removal of
readjusted for each hole. The arm and spindle are
material from the cutting face of the wheel so that the
designed so that the drill can be positioned easily over
resultant surface runs absolutely true to some other
the layout of the workpiece.
surface such as the grinding wheel shaft.
Before operating any drill press, do a visual
The wheel dresser, shown in figure 5-62, is used
inspection to be certain that all parts are in the proper
for dressing grinding wheels on pedestal grinders. To
place, secure, and in good operating condition. Check
dress a wheel with this tool, start the grinder and let it
all assemblies, such as the motor, head, pulleys, and
come up to speed. Set the wheel dresser on the rest as
bench for loose mountings. Check the V-belt and
shown in figure 5-62 and bring it in firm contact with
adjust it as necessary according to the manufacturer's
the wheel. Move the wheel dresser back and forth
technical manual. Make sure the electrical cord is
across the face of the wheel until the surface is clean
securely connected and that the insulation is not
and approximately square with the sides of the wheel.
damaged, chafed, or cracked.
Several things can get a grinding wheel out of
While the drill press is operating, be alert for any
balance. For instance, it may be out of roundness, and
sounds that signal trouble, such as squeaks or unusual
you can usually correct this problem by dressing the
noises. Report any unusual or unsatisfactory
wheel. Or, it may get out of balance if part of the wheel
performance of the drill press to the petty officer in
is immersed in coolant. If this happens, remove and
replace the wheel. If the wheel gets out of balance
charge of the shop.
axially, it probably will not affect the efficiency of the
wheel. To correct axial unbalance, simply remove the
wheel and clean the shaft spindle, the spindle hole, and
flanges.
Each time a wheel is dressed, you should check
the clearance between the tool rest and the wheel.
Reestablish the clearance at not more than 1/8 inch, as
required. To preclude possible injury, make all
adjustments with the machine secured.
DRILL PRESSES
There are many sizes and styles of drilling
machines or drill presses, each designed for a
particular type of work. Only the sensitive drill press
and the radial drill press will be covered in this section.
One type of upright drill press is the sensitive drill
press (fig. 5-63). It is used to drill small holes in work
under conditions that make it necessary for the
operator to "feel" what the cutting tool is doing. The
tool is fed into the work by a very simple device-a
lever, a pinion and shaft, and a rack that engages the
pinion. These drills are nearly always belt-driven
because the vibrations caused by gearing will reduce
their sensitivity. The high-speed range of these
Figure 5-64.--Radial drill press.
5-39