
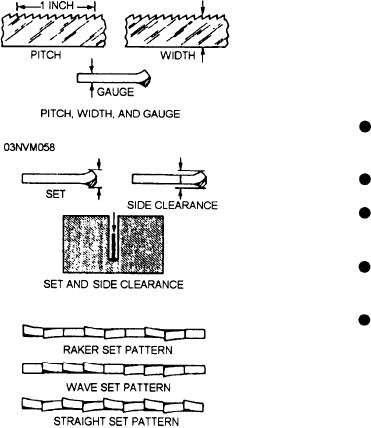
GAUGE: The thickness of a blade. This measure-
Good results from the use of any metal-cutting
bandsaw depends upon the careful choice of a blade.
ment is expressed in thousandths of an inch. Saw
Tooth pitch should be considered in relation to the
bands come in three gauges--0.025, 0.032, and 0.035
hardness and toughness of the material being worked,
inch.
and the thickness of the workpiece. At least two teeth
SET: The bend or spread given to the teeth to
should be in contact with the work at all times during
provide clearance for the body of the blade when you
the cutting operation. When you cut thick material,
make a cut.
select a tooth pitch that allows the smallest possible
number of teeth to be in contact with the material.
SIDE CLEARANCE: The difference between the
More teeth in contact means that a greater feed
dimension of the gauge of the blade and the set of the
pressure is required to force them into the material.
teeth. Side clearance provides running room for the
Excessive feed pressure will cause the cut to be off the
body of the blade in the kerf or cut. Without side
mark.
clearance, the saw band will bind in the kerf.
SET PATTERN: One of three distinct patterns
Saw Bands
(raker, wave, and straight) in which teeth are set. The
raker set pattern is used to cut solid cross-section
A saw band has the following characteristics,
work. The wave set pattern is used to cut hollow
which are illustrated in figure 5-58.
materials, such as pipes and tubing. The straight set
pattern is not used to any great extent to cut metal.
PITCH: The number of teeth per linear inch. Every
saw blade has a specific even number of teeth per
TEMPER: The degree of hardness of the teeth,
linear inch. Normally this is from 6 to 32 teeth per inch
indicated by the letters A and B, with temper A being
of blade.
the harder. The A or B designation will only be found
on the container the blade was shipped in. Temper A
WIDTH: The distance across the flat surface of the
saw blades are used for practically all bandsaw
saw band (back to the tip of the tooth). The width
metal-cutting work.
measurement is always expressed in inches or
fractions of an inch. Blades are available in widths up
to 1 inch.
GRINDERS
Grinders are simple machines that allow you to
reshape, form, and sharpen metal-cutting tools, or
other tools. The type of grinder discussed in this
chapter is the pedestal grinder.
The main parts of a pedestal grinder are as follows:
A motor with an extended shaft for mounting
grinding wheels.
A mounting base for the motor.
An adjustable tool rest for steadying the work
piece for grinding.
Wheel guards mounted over the grinding
wheel as a safety feature.
A shield fastened to the wheel guards to pro-
tect the operator from flying chips
The pedestal grinder is one of the most common and
versatile machine found in most shops. You will prob-
ably use this piece of equipment more than any other
piece of equipment found in your shop. You will use it
to clean welds, remove burrs, sharpen tools, dress up
Figure 5-58.--Saw band characteristics.
5-33