
Figure 15-1.--Wall thickness designations.
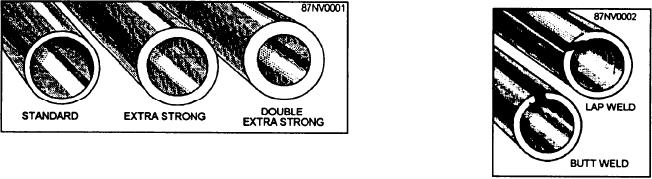
Figure 15-2.--Types of welded pipe construction.
thicknesses. You will find that some pipe will not fit
into the standard, extra strong, and double extra strong
material is beveled or scarfed on the edges, as shown in
classifications. Therefore, the wall thickness schedules
figure 15-2. First, the material is heated to welding
are being used increasingly more because they identify
temperature. Then, it is passed over a mandrel and
more wall thicknesses than can be identified under the
between two grooved rolls that press the lapped edges
strong, extra strong, and double extra strong
together, thus forming the welded seam.
classifications.
Electric-weld processes used in the manufacture of
The standard means of identifying the size and wall
ferrous tubular products include fusion welding and
thickness of pipe and tubing have been briefly described
resistance welding. In fusion welding, the butting edges
here. However, you will sometimes see pipe and tubing
of the material form a V into which the electrode is
identified by another means. For example, you may see
melted. In resistance welding, the welding heat is
some tubing identified by ID rather than by OD. And,
generated by the resistance to the flow of an electric
you may see some pipe identified by NPS, by OD, by
current across the seam.
ID, by actual wall thickness, or by a combination of
these measurements.
Seamless Processes
METHODS OF MANUFACTURE
The seamless processes used for the manufacture of
ferrous and nonferrous tubular products are usually
There are two main processes used to manufacture
classified as piercing processes and cupping processes.
pipes and other tubular products: the welding process
and the seamless process. The welding processes are
Piercing processes are used for forming pipe up to
used primarily to manufacture iron and steel tubular
26 inches OD. A solid round bar or billet is heated,
products. The seamless processes are used to
pierced, and then worked to the required diameter and
manufacture both ferrous and nonferrous tubular
wall thickness.
products.
Cupping processes may be used to form pipe
between 3 inches and 20 inches OD. The tubular shape
Welding Processes
is formed by pressing a preheated solid round plate
The welding processes used for the production of
through cupping dies.
pipe and other tubular products are usually classified as
CHOICE OF MATERIAL AND SIZES
butt-weld, lapweld, and electric-weld processes.
The butt-weld process is used in the manufacture of
When you repair any piping system, you will have
ferrous pipe up to about 4 inches in diameter. The edges
to be very careful in your selection of materials to be
of the material are usually squared off, as shown in
used. First, you need to know what particular type of
figure 15-2, but they may be slightly beveled. The
pipe or tubing is best suited for the fluid it is to carry,
material is heated to welding temperature and drawn
and the operating pressures and temperatures the
through a die that forms the material into a cylindrical
system is to withstand. Second, you must be able to
shape and welds the seam.
identify the materials that will meet these requirements.
The lap-weld process is used in the manufacture of
ferrous pipe up to about 30 inches in diameter. The
15-3