
measured as inside diameters; therefore, the wall
thickness of the pipe must be taken into consideration.
This means the pipe taps and dies are larger in
diameter than the machine taps and dies. In other
words, a 1/2-inch pipe tap or die is larger in diameter
than a 1/2-inch machine tap or die.
The NPT, which formerly stood for National Pipe
Thread, is still used as a carryover and now refers to the
new name for the same thread, American Standard
Taper Pipe Threads. The standard taper of pipe threads
is three-fourths inch per foot. The number of threads per
inch varies according to the size of pipe as follows:
l/16- and 1/8-inch pipe have 27 threads per
inch
1/4- and 3/8-inch pipe have 18 threads per
inch
1/2- and 3/4-inch pipe have 14 threads per
inch
1-, 1 1/4-, 1 1/2-, and 2-inch pipe have 11 1/2
threads per inch
2 1/2-inch pipe and pipe larger than 2 1/2
inches have 8 threads per inch
Hand pipe-threading tools are supplied by the
Navy to cut external threads up to 4 inches and internal
threads up to 4 inches. However, hand pipe-threading
tools that will cut pipe up to 12 inches can be
requisitioned through the supply department. Pipe
over 3 inches in diameter is normally joined by
oxyacetylene welding, arc welding, or by brazing with
silver-base or copper-base alloys.
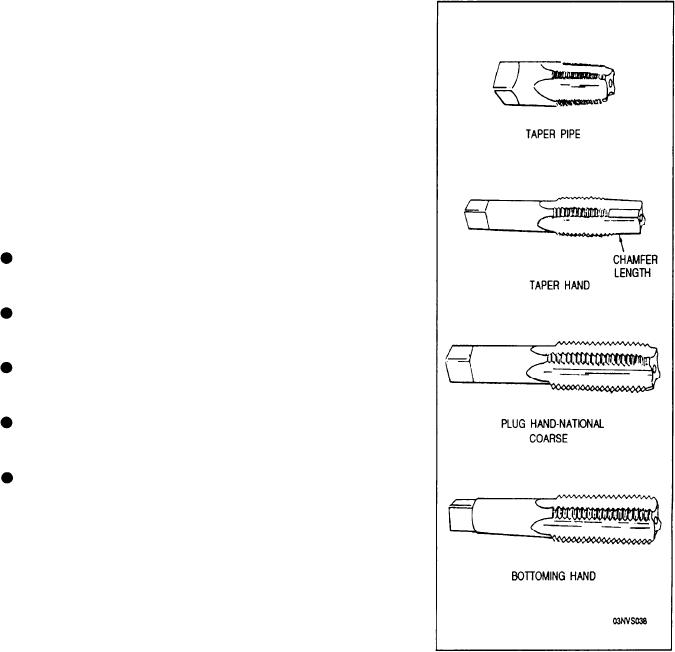
Figure 5-36.--Types of common taps.
This section of the chapter contains instructions
on how to select and use the taps and drills for the
The taper (starting) hand tap has a chamfer length
various standard thread sizes. You will also find a
of 8 to 10 threads. These taps are used when starting
detailed explanation of how to use taper, plug, and
a tapping operation and when tapping through holes.
bottoming taps, how to cut machine threads with taps
Plug hand taps have a chamfer length of 3 to 5
and dies, and how to lubricate the work.
threads and are designed for use after the taper tap.
Bottoming hand taps are used for threading the
TAPS AND DIES
bottom of a blind hole. They have a very short chamfer
length of only 1 to 1 1/2 threads for this purpose. This
Taps and dies are used to cut threads in metal,
tap is always used after the plug tap has already been
plastics, or hard rubber. The taps are used for cutting
used. Both the taper and plug taps should precede the
internal threads, and the dies are used to cut external
use of the bottoming hand tap.
threads. There are many different types of taps.
Pipe taps are used for pipe fittings and other places
However, the most common are the taper, plug,
where extremely tight fits are necessary.
bottoming, and pipe taps as shown in figure 5-36.
5-22