
actually present, or whether the indications are merely
surface for a minimum of 7 minutes before the
caused by excess penetrant. If the second PT inspection
inspection is started. It can be left on no longer than 30
does not reveal indications in the same locations, it is
minutes; this leaves a total of 23 minutes to evaluate the
usually safe to assume that the first indications were not
indications.
really indications of defects.
Let's stop for a moment and examine what takes
All penetrant inspection materials must be removed
place when these penetrant materials are applied. First
as soon as possible after the final inspection has been
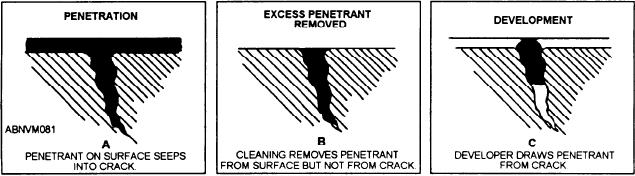
of all, the penetrant applied to the surface of the material
made. Use water or solvents, as appropriate.
will seep into any passageway open to the surface, as
shown in view A of figure 11-9. The penetrant is
normally red in color and, like penetrating oil, it seeps
SAFETY
into any cracks or crevices that are open to the surface.
Next, the excess penetrant is removed from the surface
You must observe a number of safety precautions
of the metal with the penetrant remover and a lint-free
while working with liquid penetrant materials. Since
absorbent material. Only the penetrant on top of the
the materials are flammable, they must not be used near
metal surface is removed (view B, fig. 11-9); thus, only
open flames, and they must not be applied to any surface
the penetrant that has seeped into the defect is left.
that is at a temperature higher than 150F. Many of the
solvents are also poisonous in the vapor form and highly
Finally, the white developer is applied to the surface
irritating to the skin in the liquid form. Handle all
of the metal. (See view C, fig. 11-9.) The developer,
penetrant inspection materials with respect for their
an absorbing material, will actually draw the penetrant
hazardous nature.
from the defect. Therefore, the red penetrant
indications in the white developer represent the
defective area. The amount of red penetrant drawn
ULTRASONIC TESTING
from the defective area will give an indication of the
size and sometimes the type of defect.
In addition to radiography, ultrasonic tests (UT) are
Defect Interpretation
also used to inspect the interior of metal and welds.
Defects lying throughout the thickness or depth of a
When liquid penetrants are used, the lighting in the
weld are easily detected.
test area must be bright enough so that you can see any
Several techniques for the ultrasonic testing of
indications of defects shown on the test surface. These
metals have been developed within the past few years
indications must be carefully interpreted and evaluated.
and are now widely used in the Navy.
There are normally some insignificant indications in all
Some of the defects detectable by ultrasonic
inspections. Most of them are caused by failure to
inspection are cracks, lack of fusion, slag inclusions,
remove all excess penetrant from the surface. At least
porosity, lamination, and incomplete penetration. The
10 percent of the areas that are questionable on the
following section gives only basic information on the
accuracy of the indications should have the penetrant
principle of ultrasonic weld inspection. More
and the developer removed from the surface. Then the
information can be found in MIL-STD-271.
area must be retested to determine whether defects are
Figure 11-9.--Principles of liquid penetrant inspection.
11-12