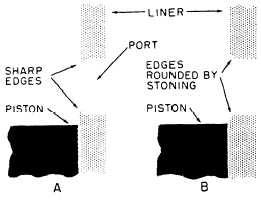
Figure 3-4.–Liner before and after stoning.
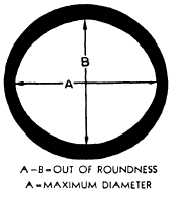
types of liner wear check are illustrated in figure 3-5.
Excessive maximum diameter results from general wear
equally around the cylinder. Out-of-roundness is
produced by the piston thrusting against one or two sides
of the cylinders.
Clearance between a piston and a liner is generally
checked by measuring both parts with a micrometer. On
smaller engines, you can use a feeler gauge. Clearance
in excess of that specified by the manufacturer is
generally due to liner wear, which normally is greater
than piston wear.
To determine liner wear, take measurements at three
levels in the liner. Take the first measurement slightly
below the highest point to which the top ring travels;
take the next measurement slightly above the lowest
point of compression ring travel; and take the third
measurement at a point about midway between the first
two. (Record all readings, so that rapid wear of any
particular cylinder liner will be evident.) If wear or
out-of-roundness exists beyond specified limits, replace
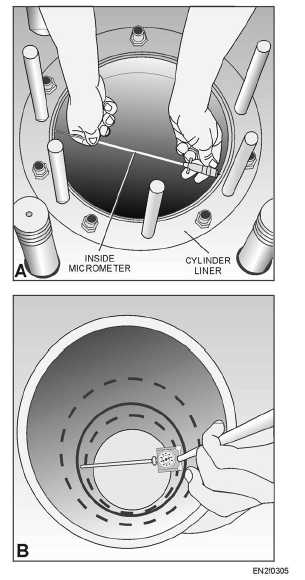
the liner. Figure 3-6 shows two examples of taking
Figure 3-5.–Measurements for determining liner wear.
Figure 3-6.–Measuring the inside of a cylinder liner.
inside measurements. The liner shown in figure 3-6,
view B, requires at least twice as many measurements
as other types of liners because it is from an opposed
piston.
You will not get accurate measurements unless you
position the caliper or gauge properly in the liner.
Common errors in positioning are illustrated in views A
and B of figure 3-7. Hold one end of the caliper firmly
against the liner wall as shown in view A of figure 3-6.
Then move the free end back and forth, and up and
down, until you establish the true diameter of the liner.
The moving end will trace a patch similar to that
illustrated in figure 3-8.
Considerable experience in using an inside
micrometer or cylinder gauge is necessary to ensure
accuracy. As a precaution against error, it is a good
3-5