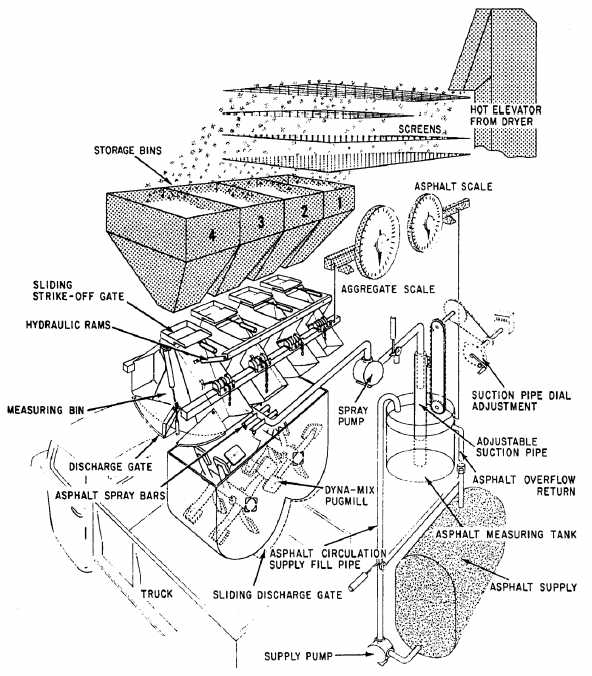
Figure 8-13.—Batch asphalt plant hatching unit aggregate weigh-hopper.
Bulk
or
bag
filler
systems
are
equally
adaptable
for
continuous-flow
asphalt
plants.
Final
metering
of
the
filler to the mix is accomplished through
a variable speed vane, a screw feeder, or
a belt feeder, depending on the material
to be handled and the capacity required.
In each case, the mineral filler feed is
interlocked with the aggregate and asphalt
feed to ensure constant accuracy.
When
an
excess
of
filler
is
encountered in the raw aggregate feed, a
bypass system can be used to receive the
fines collected by the dust collector. The
required amount of fines is then fed back
to the mix, and any surplus amounts are
diverted to a storage bin for disposal or
other use.
BATCH ASPHALT PLANT
The batch asphalt plant is shown in
figure 8-1. The cold aggregate storage and
feed system, dryer, and dust collector are
both similar in operations for both the
batch and continuous-flow type of asphalt
plant.
A
distinguishing
feature
of
the
batch plant is the batching unit shown in
figure 8-13. Here the dried hot aggregate
8-12