
5. Move the baffle to the second segment. Heat the
second segment while the first segment is cooling.
6. When the second segment has been heated to a
full red, bend it approximately the same number of
degrees that you bent the first segment. Do NOT bend
the second segment until the first one has cooled. If the
first one is still hot, it will also bend when you bend the
second segment.
7. Repeat these steps for the remaining segments.
After you have made the first 90-degree bend, lay
out the second bend area and divide it into four
segments. Starting with the first segment, repeat the
bending process described for making the first bend.
After all four segments have been bent and the second
bend checks with the template, the return bend is
complete.
The last 90-degree bend is laid out as shown for the
preceeding bend. Bend the tubing in segments in the
same way that the first two bends were made.
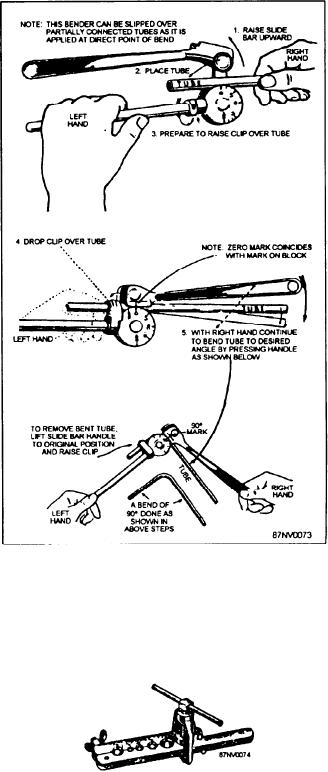
Various types of hand tools are available to make
bends in small copper tubing. One commonly used type
of hand tube bender is shown in figure 16-34, together
with the steps for using the bender.
One very simple device for bending small tubing is
nothing more than a coil spring. It is slipped over the
tubing and centered at the middle of the bend area. To
make the bend, you merely grasp the coil spring in both
hands and bend the tubing as far as necessary. The effect
of this type of bender is to divide the bend area into a
large number of segments. The finished bend is smooth,
without sharp creases or collapsed areas. A similar
device is available for inserting inside copper tubing
that is to be bent. The internal spring bender can be used
Figure 16-34.--Hand tube bender.
to bend tubing that is already flared at both ends. It can
also be used for other bending work where the external
spring bender would not be feasible. Both internal and
external coil spring benders are available in a number
of different sizes to fit different sizes of tubing.
FLARING TUBING
Figure 16-35.--Hand flaring tool.
Flaring, often called belling, is done by stretching
the end of the tube into a funnel shape that can be held
by a fitting. If both ends of the tube are to be flared, be
An easier way to flare copper tubing is to use a hand
sure to slip all necessary fittings over the tube before
flaring tool of the type shown in figure 16-35. The
you flare the second end. After both ends have been
procedure is as follows:
flared, the fittings will not go on the tubing.
1. Check to be sure that the tubing has been cut off
Tubing can be flared in several ways. If special
squarely and evenly. Remove all burrs from inside and
flaring tools are not available, you can put the tubing on
a stake or mandrel and shape it with hammers or mallets.
outside the tubing.
16-30

