Cobaltec 10091 or Borotec 10009. Follow the same
procedure regardless of the alloy powder used. After the
overlayed part has cooled, reassemble it to the spline
and chuck it up in the lathe for machine cutting or
grinding (fig. 9-20). Clean all overspray areas by
wirebrushing with a stainless steel brush.
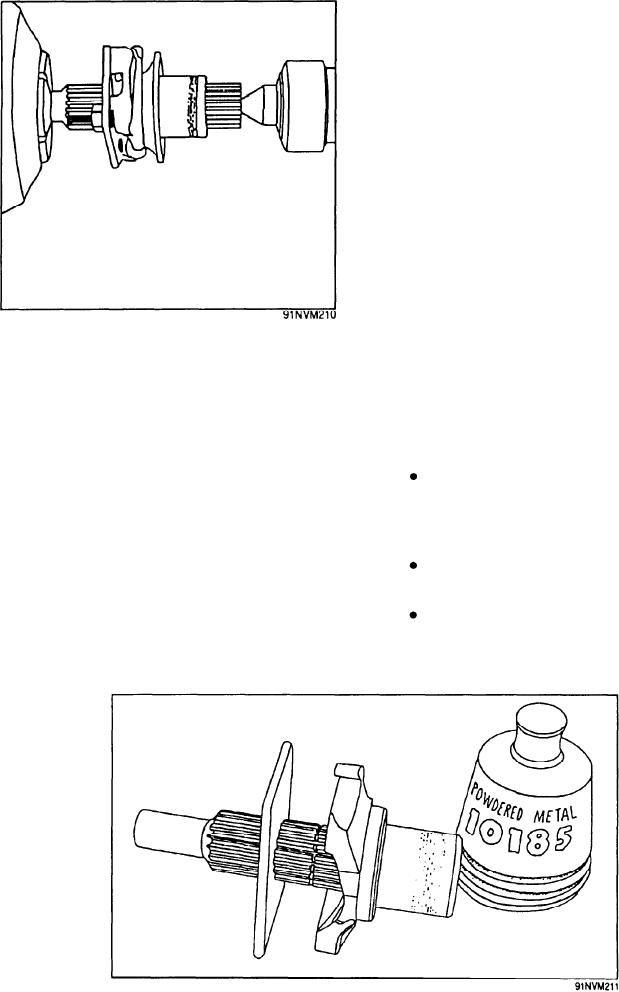
Figure 9-21 shows the completed repairs and the
output shaft assembled and ready for reuse. Consider
factors such as corrosive media, wear patterns, base
metal, and desired hardness before you select the
powdered metal alloy. The repairs made to this output
shaft and similar repairs makes it unnecessary to have
to premachine for an undersize shaft, silver braze a
collar sleeve on the shaft, and remachine to the required
dimensions. The parts will last longer than the original
or new replacement parts, saving time, material, and
money.
Figure 9-20.--Machining the overlayed section of an output
shaft to its original dimensions.
PRECAUTIONS
That way you will not obstruct the flow of the alloy
To improve safety and to ensure proper operation
powder or overheat the oxidation of the base metal.
and care of the powdered metal torch, you should take
When you reach the proper preheat, depress the powder
the following precautions:
feed lever to apply and fuse the powdered metal
Be sure all connections are tight. The connection
simultaneously. Use gloves or pliers when you turn or
between the torch body and the mixing chamber
move the hot part.
has neoprene scats. These should be tightened
Figure 9-19 shows the completed overlay being
only by hand.
cooled before it is machined. This deposit was made
Keep the tip orifice clean and unclogged at all
with Bronzochrom 10185 and has a Rockwell "C" scale
times.
hardness of 36. The finished deposit will work harden
in service. You can get a harder grind finish and specific
Use tip cleaners as often as necessary for proper
flame adjustment and powder passage.
corrosion- and wear-resistant characteristics by using
Figure 9-21.--Repaired output shaft unit reassembled.
9-22