
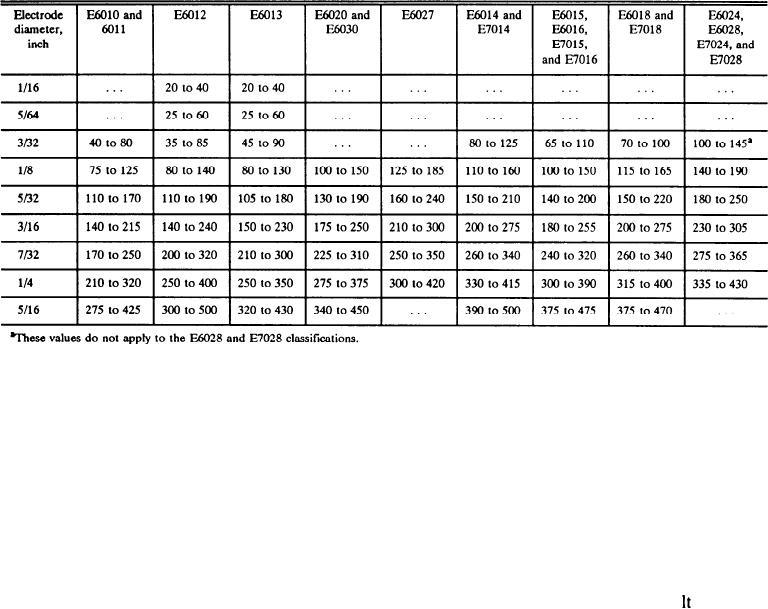
Table 10-3.--Typical Current Ranges in Amperes for Electrodes
not attempt to use a welding machine until you are
the electrode increased. With proper current and
entirely familiar with the procedures for setting it
electrode, you should get a smooth, uniform bead.
and using it. Procedures for setting welding
machines vary according to the type of machine and
In addition to the major items of equipment that
the manufacturer. Remember, you must set a
we have considered so far, you may also need a
welding machine for the correct amperage, the
container for carrying electrodes, a chipping
correct voltage, and the correct polarity.
hammer and a wire brush for removing slag from
the weld between passes, fillet weld gauges, a
There are a number of variable factors affecting
hammer, a center punch, a scriber, a flexible rule,
the machine setting. These include size and type of
and other supplementary equipment. Some welding
electrode, thickness of metal to be welded, type of
shops may have a welding positioner, a device fitted
joint, and skill and technique of the welder. With
with T-slots to help secure the work. also has a
these variables to be considered, it is apparent that
system of hand-operated or power-operated gears
a n y set of current values could be merely
used to adjust the weldment so that all welds can be
generalization. Current ranges as published by
made in the flat position. After all equipment has
different manufacturers vary considerably for the
been assembled and the machine has been properly
same classification and size of electrode.
set, clamp the bare end of the electrode in the
electrode holder so that the entire length of the
Table 10-3, compiled by the AWS, is included
electrode can be used without breaking the arc.
for information, but the current values in this chart
Safety note: NEVER INSERT AN ELECTRODE
are merely suggestive. A setting on the welding
IN A HOLDER WITH YOUR BARE HANDS.
machine within these ranges should be used only as
a preliminary setting since the table is intended to
STRIKING THE ARC
cover all welding positions.
The arc may be started either by the striking or
brushing method or by the tapping method. In
The proper welding current for a given set of
conditions can be determined from the degree of
either case, the arc is formed by short-circuiting the
electrode heat. If the electrode is too hot, then the
welding current between the electrode and the work.
current is too high. Welds of good quality cannot
The length of an arc is normally equal to the
be made if the electrode overheats. In these
diameter of the electrode's filler metal. The heat of
instances, the current must be reduced or the size of
the current at the arc melts both the end of the
electrode and the part of the work that it touches.
10-11

