takes control of the arc and causes it to pull this
way and that in a wild and uncontrollable fashion.
The situation must be corrected at the first sign of
trouble or the heat will become intense and the arc
will fluctuate wildly. In a very short time, the arc
will be lost, usually with an explosive burst that
carries away the molten metal of the weld. Arc
blow causes incomplete fusion and excessive spatter.
Arc blow can often be overcome. Following is
a list of some of the methods used most often by
experienced welders:
Changing the direction of the current
flow (Remember some electrodes can only
be welded with straight or reverse polarity)
Changing ground connections
Modifying the magnetic field with metal bars
across the weld groove
Working toward the ground from any bend
in the line of weld, or by tilting the
electrode
You will have to learn by experience which of
these measures works best under various conditions.
DISTORTION
Distortion is a temporary or permanent change
in the shape or dimensions of a welded part as a
result of welding.
Expansion and contraction are the principal
causes of distortion in welding operations. During
welding, the metal is differentially heated and
subjected to drastic temperature gradients. It
becomes weaker and more easily deformed as it is
heated, and the tendency to distort is aggravated by
the degree of restraint at the weld joint.
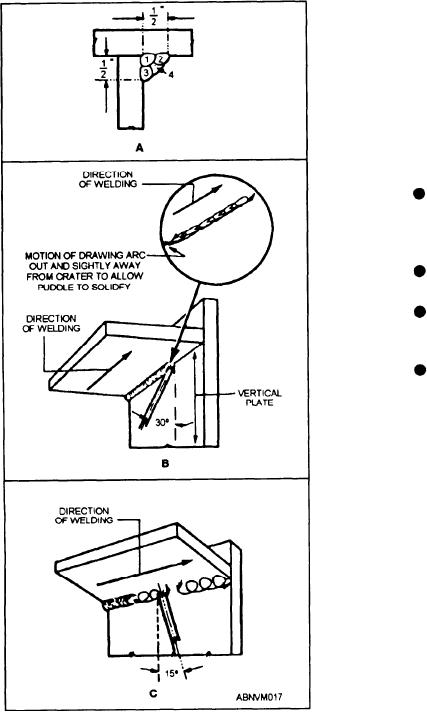
Figure 10-17.--Fillet welding of a T-joint in the overhead
During all welding operations, the weld metal
position.
and heated base metal undergo considerable
c o n t r a c t i o n when they are cooled to room
current-carrying conductor. The distortion occurs as
temperature. The surrounding cold metal offers
you approach any sudden turn in the welding; for
resistance to the shrinking of the heated area. The
example, when you are welding on an I-beam or a
weakness of the metal at elevated temperatures and
U-beam. When the field is distorted, a greater pull
the small mass of heated metal compared to the
exists on one side than on the other. When that
structure as a whole means that most of the
happens, the arc tends to blow out the side of the
adjustment must be made by the weld metal.
electrode, consuming the covering faster on that
side than on the other side. The magnetic force
10-16