temperature. At 1472F, the thermal conductivity of
many carbon steels is approximately 50 percent less
than at room temperature. Low thermal
conductivity ensures slow cooling rates because the
heat is transferred from the welding zone at a lower
rate.
Distortion, weld metal and base metal cracking,
and porosity may be eliminated or reduced by an
appropriate modification of the welding technique
and sequence. Certain sequences, such as backstep,
cascade, block, and wandering, minimize cracking
near the bond and are used to advantage in poor-fit
work. Whenever possible, welding should proceed
toward the unrestrained end of a joint, because free
movement of the parts will reduce the danger of
weld metal cracking.
Figure 10-20.--Electric induction coils set up for preheating
pipe.
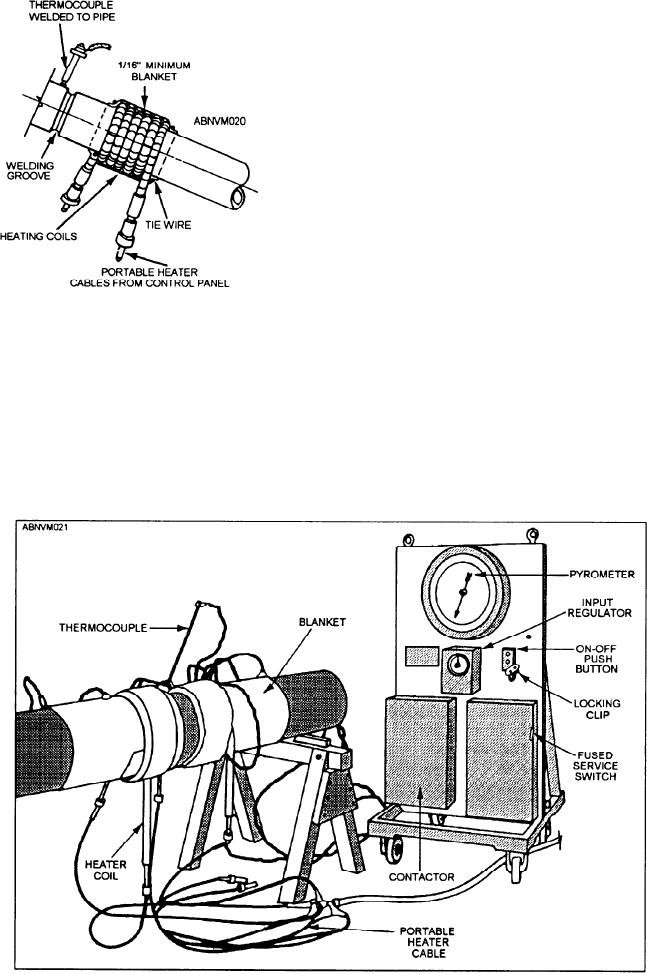
When postheat is applied immediately to a
completed carbon steel or low-alloy steel weld, it
Cooling rates are usually faster for a weld made
will retard cooling, minimize the formation of
w i t h o u t preheat. The higher the preheating
underbead cracks, and slightly temper the structure.
temperature, the slower the cooling rates after the
Figure 10-21 shows postheat being applied to a
weld is completed. The temperature gradient is
welded pipe, using electric induction coils.
reduced and, in the case of iron, the thermal
Although postheat can prevent cracks, it cannot
remove cracks or porosity. Very highly hardenable
Figure 10-21.--Postheating welded pipe with electric induction coil equipment.
10-19