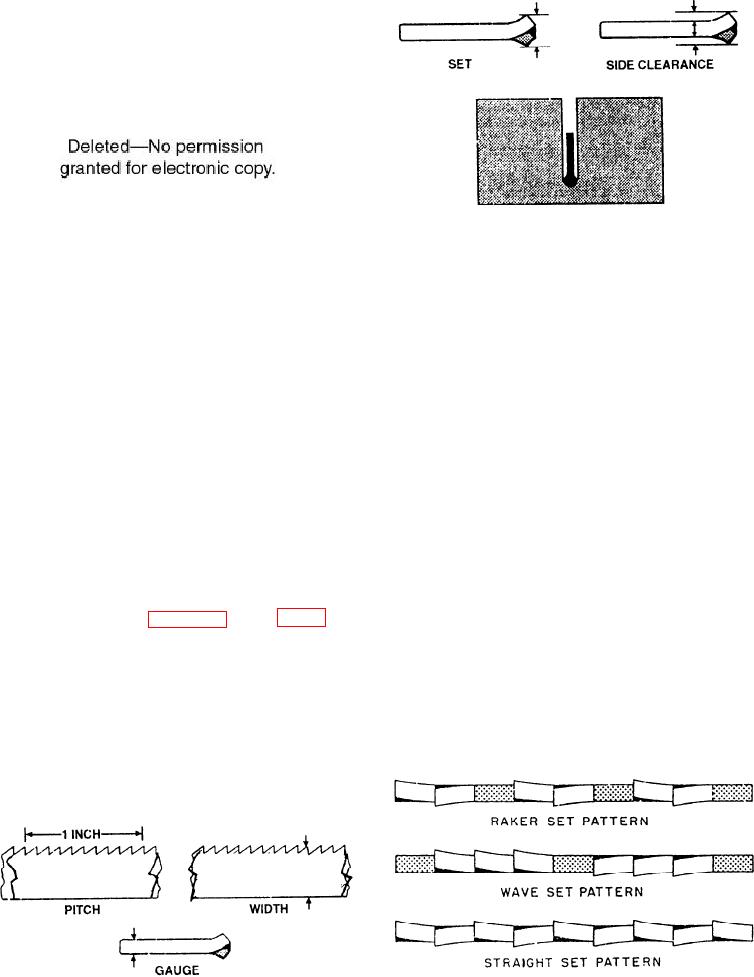
Figure 4-7.--Set and side clearance.
SET: The bend or spread given to the teeth to
provide clearance for the body or band back when you
make a cut.
SIDE CLEARANCE: The difference between
the dimension of the band back (gauge) and the set of
the teeth. Side clearance provides running room for
the band back in the kerf or cut. Without side
Figure 4-5.--Tiltable (contour) metal-cutting bandsaw.
clearance, a band will bind in the kerf.
SET PATTERN: One of three distinct patterns
help you understand band tool terminology for saws,
(raker, wave, and straight) in which teeth are set.
files, and polishing bands.
Raker set bands are generally used for solid cross
section work. Wave set bands are used to cut hollow
Saw Bands
materials, such as pipe and tubing, and for other work
where there is a great deal of variation in thickness.
A saw band has the following characteristics
Straight set bands are not used to any great extent to
cut metal.
PITCH: The number of teeth per linear inch.
TEMPER: The degree of hardness of the teeth,
WIDTH: The distance across the flat face of the
indicated by the letters A and B, temper A being the
band. The width measurement is always expressed in
harder. Temper A bands are used for practically all
inches, or fractions of an inch.
bandsaw metal cutting work.
GAUGE: The thickness of the band back. This
measurement is expressed in thousandths of an inch.
Figure 4-8.--Set pattern.
Figure 4-6.--Pitch, width, and gauge.
4-5