velocity increases. We cannot cover the details of
adjustment because different machines use different
methods. Consult the manufacturer's technical
manual for your particular machine and learn how to
set up the various speeds available.
FEEDS. --Though manual feeding of the work
to the saw is satisfactory to cut metals up to 1 inch
thick, power feeding generally provides better
results and will be much safer for the operator.
Regardless of whether you use power or manual
feed, it is important not to crowd the saw because
the band will tend to bend and twist. However, feed
pressure must not be so light that the teeth slip
across the material instead of cutting through
because this rapidly dulls the teeth. The job
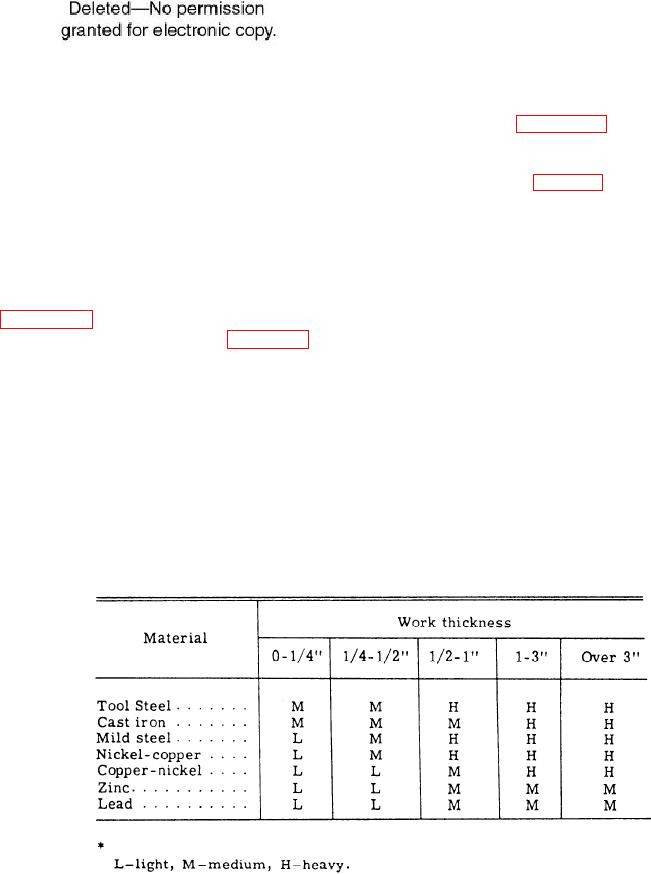
feed pressures to cut any of the materials listed on
the outer ring of the dial. In the absence of a job
selector, you can use table 4-1 as a guide to select
feed pressures for hard, medium hard, and soft
metals.
The power feed controls vary with different
Figure 4-15.--Saw band width selection guides.
makes of bandsaws and even with different models of
the same make; therefore, we will not describe them
here. Consult the manufacturer's technical manual
and study the particular machine to learn its power
feed arrangement and control.
Sizing, Splicing, And Installing Bands
BAND SPEEDS.--The rate at which the saw
band travels in feet per minute from wheel to wheel is
the saw band velocity. Saw band velocity has con-
Most contour cutting type bandsaws are provided
siderable effect upon both the smoothness of the cut
with a buttwelder-grinder combination, you should
surfaces and the life of the band. The higher the band
use it to join saw bands that come in bulk stock coil
velocity, the smoother the cut; however, heat
form, and to join broken band loops. The butt welder
generated at the cutting point increases as band
is usually attached to the saw machine, as shown in
Table 4-1.--Feed Pressures for Hard, Medium Hard, and Soft Metal
4-9