the abrasive is soft or hard; it means that the wheel has
either a small amount of bond (soft grade) or a large
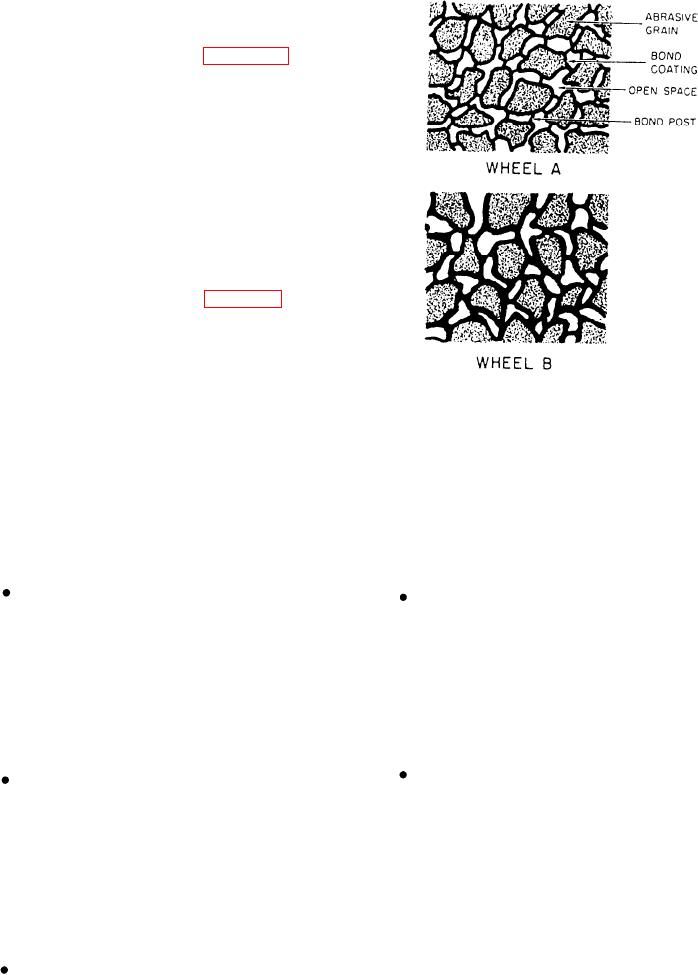
magnified portions of both soft-grade and hard-grade
wheels. You can see that a part of the bond surrounds
the abrasive grains, and the remainder of the bond
forms into posts that hold the grains to the wheel and
hold them apart from each other. The wheel with the
larger amount of bonding material (hard grade) has
grinding pressures. The wheel with the least amount
4. Structure: The structure is designated by
numbers from 1 to 15. It refers to the open space
with grains that are very closely spaced are said to be
dense; when grains are wider apart, the wheels are
said to be open. Open-grain wheels will remove more
metal faster than close-grain wheels. Also, dense, or
Figure 5-5.--How bond affects the grade of the wheel. Wheel
close grain, wheels normally produce a finer finish.
A, softer; wheel B, harder.
Structure makes up about 20 percent of the grinding
wheel.
5. Bond type: The bond makes up the remaining
stamped out of this sheet and heated in a pressurized
40 percent of the grinding wheel and is one of its most
mold until the vulcanizing action is complete. These
important parts. The bond determines the strength of
wheels are very strong and elastic, and they are used
the wheel. The five basic types of bond are vitrified,
as thin cutoff wheels. They produce a high finish and
silicate, rubber, resinoid, and shellac. We will
you can run them at speeds between 9,500 and 16,000
describe each of them in the following paragraphs:
sfpm.
Vitrified bond is designated by the letter V.
Resinoid bond wheels are designated by the
About 75 percent of all grinding wheels are made with
letter B. Resinoid bond is made from powdered or
vitrified bond. It is not affected by oil, acid, or water.
liquid resin with a plasticizer added. The wheels are
Vitrified bond wheels are strong and porous, and rapid
pressed and molded to size and fired at approximately
temperature changes have little effect on them.
320F. The wheels are shock resistant and very
Vitrified bond is composed of special clays. When
strong and they are used for rough grinding and as
heated to approximately 2300F, the clays form a
cutoff wheels. Like rubber bond wheels, you can run
glasslike cement. Do NOT run vitrified bond wheels
these wheels at a speed of 9,500 to 16,000 sfpm.
faster than 6,500 surface feet per minute (sfpm).
Shellac bond wheels are designated by the
Silicate bond is designated by the letter S. This
letter E. They are made from a secretion from Lac
bond is made of silicate of soda. Silicate bond wheels
bugs. The abrasive and bond are mixed, molded to
are used mainly on large, slow rpm machines where a
shape, and baked at approximately 300F. Shellac
cooler cutting action is wanted. Silicate bond wheels
bond wheels give a high finish and have a cool cutting
are softer than vitrified wheels, and they release the
action when used as cutoff wheels. You also can run
grains more readily. Silicate bond wheels are heated
these wheels at speeds between 9,500 and 12,500
to approximately 500F when they are made. Like
sfpm.
the vitrified bond wheel, do not run this one at a speed
greater than 6,500 sfpm.
6. Manufacturer's Record Symbol: The sixth
Rubber bond wheels are designated by the
station of the grinding wheel marking is the manu-
letter R. The bond consists of rubber with sulphur
facturer's record. This may be a letter or number, or
added as a vulcanizing agent. The bond is made into
both. The manufacturer uses it to designate bond
a sheet into which the grains are rolled. The wheel is
modifications or wheel characteristics.
5-4