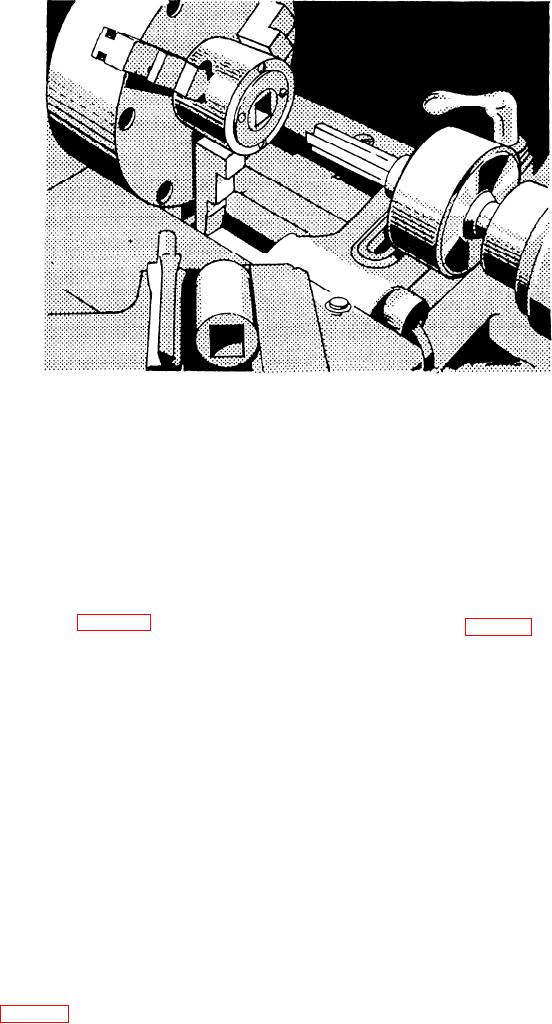
Figure 4-39.--Lathe setup for drilling an angular hole.
has a center hole which is the correct size for the pilot
randomly follow the straight sides and corners of the
hole of the particular size angular hole being drilled.
guide plate as it is fed into the work. Attach the guide
After you have installed the bushing, position the
plate to a guide holder when you use a lathe and
correct drill so that it enters the hole in the slip
directly to the work when you use a drill press. A
bushing and drill the pilot hole.
separate guide plate is required for each different
shape and size hole.
Angular Drill
Guide Holder
stated, holds the guide plate and is placed over the
and have one less flute or cutting lip than the number
outside diameter of the work and locked in place with
of sides in the angular hole they are designed to drill.
a setscrew. Use the guide holder when you are doing
The drills have straight shanks with flats machined on
the work in a lathe; it is not required for drill press
them to permit securing them in the floating chuck
operations.
with setscrews. The cutting action of the drill is made
by the cutting lips or edges on the front of the drill.
Slip Bushings
Before you drill with the angular hole drill, you
OPERATION
must drill a normal round hole in the center of the
location where the angular hole will be located. This
The procedure to drill an angular hole is similar to
pilot hole reduces the pressure that would otherwise
that to drill a normal hole, differing only in the
be required to feed the angular drill and ensures that
preliminary steps required in setting the job up. The
the angular drill will accurately follow the guide
feeds and speeds used to drill angular holes should be
plate. In a lathe, you need only drill a hole using the
slower than those recommended to drill a round hole
tailstock since it and the chuck will automatically
of the same size. Obtain specific recommendations
center the pilot hole. In a drill press, you must devise
concerning feeds and speeds from the information
a method to help you align the pilot hole. A slip
provided by the manufacturer. Use a coolant to keep
bushing will do the job quickly and accurately. The
the drill cool and help flush away the chips.
4-24