through a part. However, you will need an angular
The taper pin reamer has a tapered body and is
used to smooth and true tapered holes and recesses.
drill to make a blind hole, one in which the angular
The taper pin reamer is tapered at 1/4 inch per foot.
hole does not go all the way through the part.
The expansion reamer is especially useful to
ANGULAR DRILL EQUIPMENT
enlarge reamed holes by a few thousandths of an inch.
It has a threaded plug in the lower end which expands
The equipment required to drill angular holes is
the reamer to various sizes.
specialized and is designed to do only this particular
operation. The following paragraphs contain a brief
To ream a hole, follow the steps outlined below:
description of the equipment. A complete description
1. Drill the hole about 1/64 inch less than the
of the equipment and its use is available from the
reamer size.
manufacturer when the equipment is ordered.
2. Substitute the reamer in the drill press without
Chuck
removing the work or changing the position of
the work.
3. Adjust the machine for the proper spindle
is of an unusual design. While it holds the drill in a
speed. (Reamers should turn at about one-half
position parallel to the spindle of the lathe or drill
the speed of the twist drill.)
press and prevents it from revolving, it allows the drill
to float freely so that the flutes can follow the sides of
4. Use a cutting oil to ream. Use just enough
the angular hole in the guide plate. The chuck is
pressure to keep the reamer feeding into the
available with a Morse taper shank to fit most lathes
work; excessive feed may cause the reamer to
and drill presses. There are several different sizes of
dig in and break.
chucks, each capable of accepting drills for a given
5. The starting end of a reamer is slightly
range of hole sizes.
tapered; always run it all the way through the
hole. NEVER RUN A REAMER BACK-
Guide Plates
WARD because the edges are likely to break.
Tapping
causes the drill to make an angular hole. The
free-floating action of the chuck allows the drill to
Special attachments allow you to cut internal
screw threads with a tap driven by the drilling
machine spindle. They can save considerable time
when you must thread a number of identically sized
holes. The attachment is equipped with a reversing
device that automatically changes the direction of
rotation of the tap when either the tap strikes the
bottom of the hole or a slight upward pressure is
applied to the spindle down-feed lever. The reversing
action takes place rapidly, permitting accurate control
over the depth of the threads being cut. A
spiral-fluted tap should be used to tap a through hole
while a standard straight-fluted plug tap can be used
in a blind hole. A good cutting oil should always be
used in tapping with a machine.
An angular hole is a hole with a series of straight
sides of equal length. A square (4-sided), a hexagon
(6-sided), a pentagon (5-sided), and an octagon
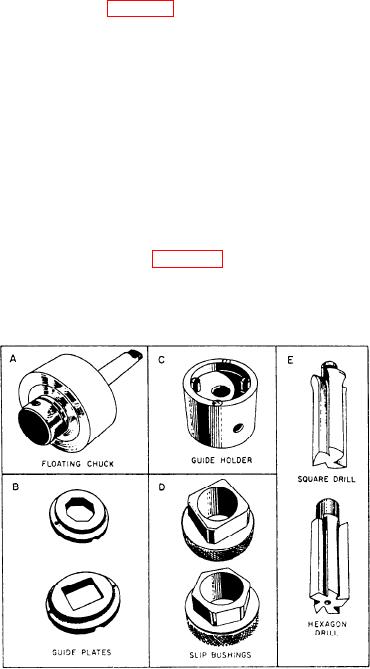
Figure 4-38.--Equipment for drilling angular holes. A. Chuck;
B. Guide plate; C. Guide holder; D. Slip bushing; E.
8-sided) are examples of angular holes. You can use
Angular drill.
a broach to make an angular hole that goes all the way
4-23