If you use a drill smaller than the required size
to make a pilot hole, it will increase accuracy
by eliminating the need to do any cutting with
the dead center of the finishing drill. This will
decrease the pressure required to feed the
finishing drill, and decrease the width of cut
taken by each drill. In drilling holes over 1
inch in diameter, you may need to use more
than one size of pilot drill to increase the size
of the hole by steps until you reach the finished
size.
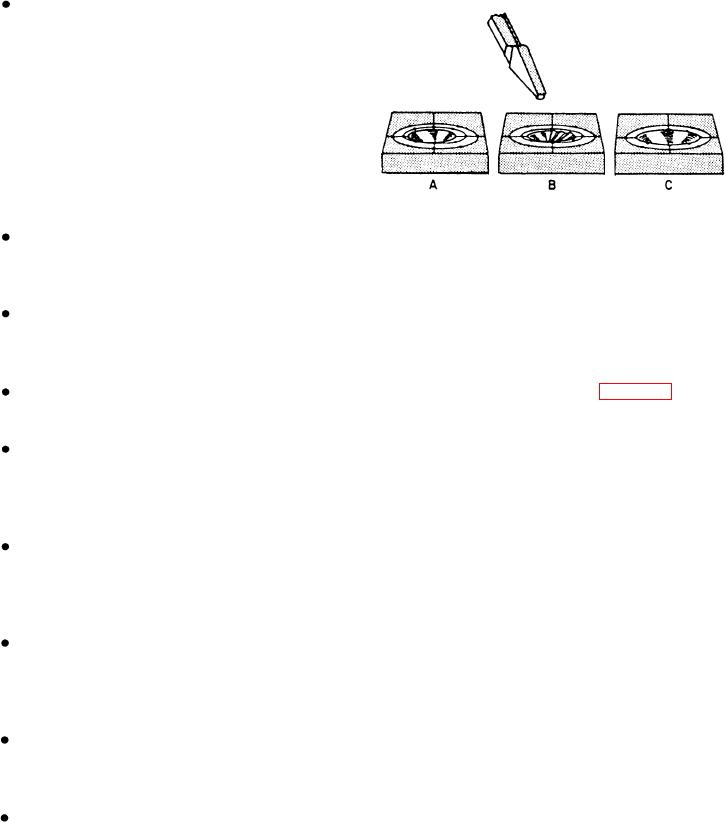
Figure 4-33.--Using a half-round chisel to guide a drill to the
correct center.
If the outer corners of the drill (margin) appear
to be wearing too fast or have a burnt look, the
drill is going too fast.
Correcting Offcenter Starts
If the cutting edges (lips) chip during drilling,
A drill may start off center because of improper
you have ground too much lip clearance into
center drilling, careless starting of the drill, improper
the drill, or you are using too heavy a feed rate.
grinding of the drill point, or hard spots in the metal.
A very small drill will break easily if the drill is
half-round chisel and cut a groove on the side of the
not going fast enough.
hole toward which the center is to be drawn. The
depth of this groove depends upon the eccentricity
When you drill a hole that is more than three or
(deviation from center) of the partially drilled hole
four times the drill diameter in depth, back out
with the hole to be drilled. When you have drilled out
the drill frequently to clear the chips from the
the groove, lift the drill from the work and check the
flutes.
hole for concentricity with the layout line. Repeat the
If the drill becomes hot quickly, is difficult to
operation until the edge of the hole and the layout line
feed, squeals when being fed and produces a
are concentric.
rough finish in the hole, it has become dull and
requires resharpening.
When you use this method to correct an off center
condition, be very careful that the cutting edge or lip
of the drill does not grab in the chisel groove.
If the drill has cutting edges of different angles
Generally, you should use very light feeds until you
or unequal length, the drill will cut with only
one lip and will wobble in operation. This will
establish the new center point. (Heavy feeds cause a
produce an oversized hole.
sudden bite in the groove which may push the work
out of the holding device, or break the drill.)
If the drill will not penetrate the work, you
have ground insufficient or no lip clearance
Counterboring, Countersinking, and
into the drill.
Spotfacing
The majority of drilled holes will be oversized
regardless of the care you take to ensure a good
A counterbore is a drilling tool used in the drill
setup. Generally, you can expect the oversize
press to enlarge portions of previously drilled holes.
to average an amount equal to 0.004 inch times
The purpose is to allow the heads of fastening devices
the drill diameter plus 0.003 inch. For
to be flush with or below the surface of the workpiece.
example, you can expect a 1/2-inch drill to
The parts of a counterbore that distinguish it from a
produce a hole approximately 0.505 in
regular drill are a pilot, which aligns the tool in the
diameter ([0.004 X 0.500] + 0.003). This
hole to be counterbored, and the cutting edge of the
amount can vary up or down depending on the
counterbore, which is flat so that a flat surface is left
condition of the drilling machine and the twist
at the bottom of the cut, enabling fastening devices to
drill.
seat flat against the bottom of the counterbored hole.
4-21