the column. The spindle head may be traversed
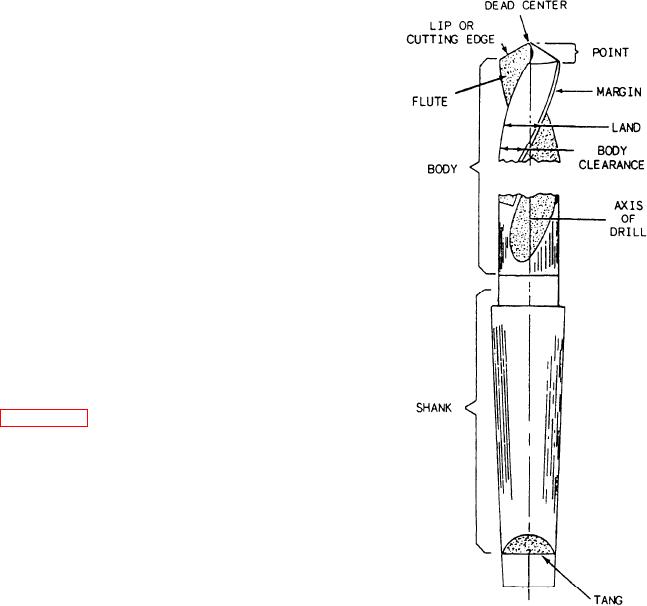
drill is the metal column that separates the flutes. It
horizontally along the ways of the arm, and the arm
runs the entire length of the body between the flutes
may be moved vertically on the column. This
and gradually increases in thickness toward the shank,
machine is especially useful when the workpiece is
giving additional rigidity to the drill.
bulky or heavy or when you need to drill many holes
with one setup. The arm and spindle are designed so
The tang is found only on tapered-shank tools. It
that the drill can be positioned easily over the layout
fits into a slot in the socket or spindle of the drill press
of the workpiece.
and bears a portion of the driving strain. Its principal
purpose is to make it easy to remove the drill from the
Some operational features that are common to
socket with the aid of a drill drift. (NEVER use a file
most radial drill presses are: (1) high- and low-speed
or screwdriver to do this job.)
ranges provided from either a two-speed drive motor
or a low-speed drive gear; (2) a reversing mechanism
The shank is the part of the drill that fits into the
to change the direction of rotation of the spindle by
socket, spindle, or chuck of the drill press. The types
either a reversible motor or a reversing gear in the
of shanks that are most often found in Navy machine
drive gear train; (3) automatic feed mechanisms that
are driven from the spindle and feed the cutting tool at
a selected rate per revolution of the spindle; (4) depth
setting devices that permit the operator to preset the
required depth of penetration of the cutting tool; and
(5) coolant systems to provide lubrication and coolant
to the cutting tool.
On other machines you can place the control
levers in different positions; however, they serve the
same purposes as those shown. Use the locking
clamps to lock or "dog down" the table or head of a
drill after it is positioned over the work. But make
sure the locking action does not cause the drill or
work to move slightly out of position.
TWIST DRILL
The twist drill is the tool generally used to drill
holes in metal. This drill is formed either by forging
and twisting grooves in a flat strip of steel or by
milling a cylindrical piece of steel.
twist drill: the body, the shank, and the point. The
portion of the land behind the margin is relieved to
provide body clearance. The body clearance helps
edge, and the area called the lip clearance is on the
cone of the drill. The dead center is the sharp edge
located at the tip end of the drill. It is formed by the
intersection of the cone-shaped surfaces of the point
and should always be in the exact center of the axis of
the drill. Do not confuse the point of the drill with the
Figure 4-28.--The parts of a twist drill.
dead center. The point is the entire cone-shaped
surface at the cutting end of the drill. The web of the
4-17